
A mobile system has been developed that mixes consistent solutions of powder-based friction reducers (FRs) at the wellsite and adds them to hydraulic fracturing fluid. The use of the system has achieved reductions in fracture stage cycle times of as much as 10% and significant cost savings, compared with the conventional use of oil-based liquid emulsion FRs in slickwater fracturing fluids.
In addition, the use of powder-based FRs reduces the potential of the FR solution freezing, settling, or gelling and eliminates the hazard of liquid FR spillage in work areas.
Water-soluble dry polyacrylamide can be used as an FR, with the selection of a polymer dependent on water quality. Dry FRs can perform in waters ranging from fresh water to high-brine produced water.
The challenge to developing the use of dry FRs in fracturing fluid was the ability to hydrate them on a treatment site. The PowderFrac mobile mixing and feeding system developed by SNF has performed successfully in the field since its initial deployment in the Barnett Shale of Texas during 2011. The system provides onsite storage, hydration, and dose control of the powder FRs.
The mobile unit enables well operators to reduce logistics and labor costs, and the chemistry of the dry FR solutions is also less costly. Deployment of the mobile unit does not require the modification of equipment or infrastructure at the fracturing site. The unit was designed and built with field replaceable parts to ensure prompt, cost-effective vehicle maintenance while deployed.
The equipment includes a patented Polymer Slicing Unit (PSU) for rapid hydration of the dry FR. The PSU can operate at treatment rates up to 120 bbl/min. Additional equipment consists of two solution tanks, a 12,000-lbm dry storage container, a horizontal screw conveyor, water filter pots, water pumps, FR solution pumps, and a self-contained generator system that can be fueled by an onboard tank or the saddle tank of the tractor.
Safe deployment and operation is a crucial part of the unit’s design. All electronics capable of data recording can perform reporting and analysis. The mobile unit, 45 ft in length, requires no special transport permits and can be refilled with dry powder FR by a powder bulk truck.
The friction reduction from a polyacrylamide will be affected by water quality and salinity and any other additives in the fluid that interact with the polymer. Concentrations of FR are adjusted during the treatment to lower or raise the pumping pressure.
The unit is equipped with a remote starting and monitoring system in the control room. The operator sets the desired loading, and the FR dosing is controlled automatically by following the clean rate—the rate that signifies that the system has stabilized so that dosing can be increased to its targeted rate. The operator can change the loading easily at any point.
A user option allows the operator to upgrade the mobile unit to provide direct two-way communication with the data van, which enables a consistent data stream between the two units. The real-time monitoring tool can recall and replay a given job from saved archives.
The self-contained dry FR storage unit on the mobile system holds the equivalent of 5,000 gal (16 totes) of liquid emulsion. The elimination of this liquid handling cost reduces the cost of setting up the mobile unit.
Case History 1
Fig. 1 is a recording of one stage in a slickwater fracturing treatment with a dry polyacrylamide FR. The operator wanted to monitor the difference in performance of an emulsion polyacrylamide FR with a dry FR hydrated from the mobile unit.
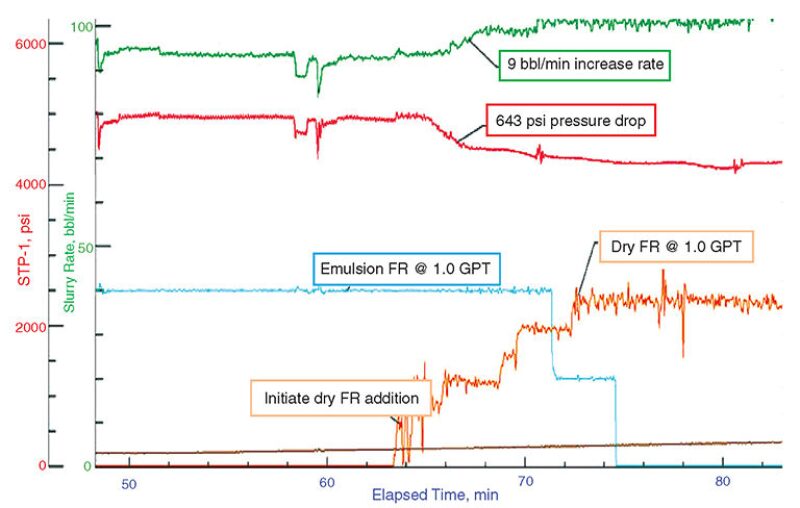
Fracturing was started with the emulsion FR and about 64 minutes into the stage, hydrated dry FR was introduced. An immediate drop in surface treating pressure was observed. The pressure trace showed that the treating pressure with the dry FR was 4,300 psi compared with 5,000 psi with the emulsion FR at equivalent gal per thousand (GPT) of fracturing fluid. The treating rate was 109 bbl/min with the dry FR compared with 100 bbl/min with the emulsion FR. This resulted in a 10% reduction in the fracturing stage cycle. Dry FR hydrated with the mobile unit showed a 15% pressure drop.
The fracturing was successfully executed at the desired depths with pressures maintained. After the deployment, all 10 stages were successfully fractured and monitored, and the well was put on production.
Case History 2
Fig. 2 is a recording of one stage in a slickwater fracturing treatment executed with a dry polyacrylamide FR. The operator wanted to monitor the difference in performance of emulsion-based polyacrylamide FR with a powder FR hydrated from the mobile unit.
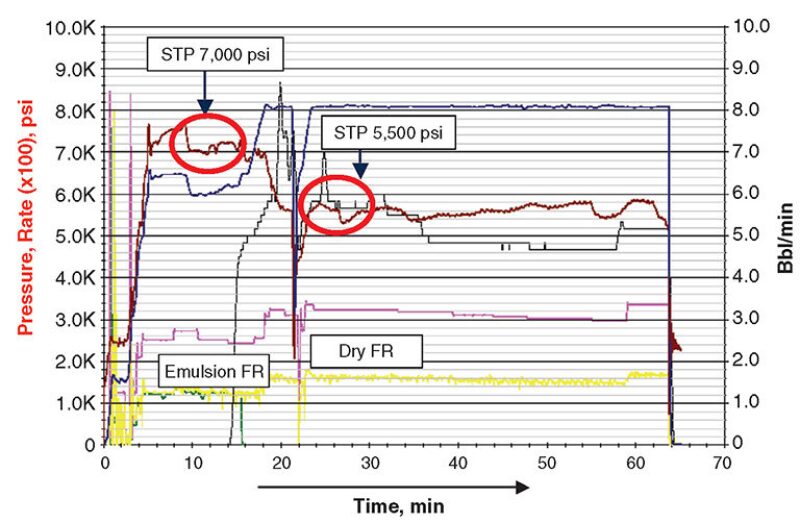
The friction reduction performances of the liquid and dry products hydrated in a blend of fresh and produced water (total dissolved solids @ 130K mg/L and CaCl2 @ 29K mg/L) are shown in the graph. The emulsion FR and dry FR used were polyacrylamide-based products. The pressure trace shows that the treating pressure for the dry FR was 5,500 psi, compared with 7,000 psi for the emulsion FR at equivalent GPT of fracturing fluid.
The fracturing was successfully executed at the desired depths with pressures maintained. After the deployment, all 20 stages were successfully fractured and monitored, and the well was put on production.
Summary
The use of dry FR has shown a reduction in cycle times by as much as 10% and typical fracturing stage cost saving of 30%. The technology eliminates the use of oil-based FRs and tote handling, thus reducing the potential for freezing, settling, and gelling. In addition, the use of dry FR eliminates the potential hazard of slippery work areas caused by spillage of liquid FR.