This paper discusses the design, manufacture, and application of a contiguous blade of polycrystalline diamond (PCD). This bit has full-length, contiguous PCD coverage, without gaps between cutters on each blade, as in a conventional PCD-compact (PDC) bit design. The implementation of this bit represents a step change in bit design.
Drill-Bit Damage
The traditional view has been that PCD cutters are the most important part of the PDC bit because they are required to engage the formation and maintain their geometrical properties long enough for shear drilling to be economical. The bit body, then, is necessary only in order to hold the cutters in their arranged layout, and to convey mechanical and hydraulic power to remove the rock in their path.
PCD cutters are very hard and resistant to abrasion, but are susceptible to damage from their relative lack of toughness. Bit-body materials, whether made of steel or tungsten carbide composite hard facing or infiltrated matrix, are more prone to failure in the drilling environment. One drill-bit design limitation is a requirement for sufficient body material to exist to create a pocket to which the PCD cutter will be brazed. In the case of the webbing between the cutters, depicted in Fig. 1, this puts the body material in a position where it is likely to engage either the formation or high-velocity fluid flow.

Invention and Hypothesis
The premise that there has to be enough body material to constitute a braze pocket leads to the conclusion that there has to be a webbing between the cutters. The resulting engineering problem was to optimize this webbing, on the basis of the need for cutter exposure and material strength of the body material. But does a braze pocket need to be constructed entirely from body material?
Erosion and Abrasion. The first obvious benefit of this new design philosophy should be that, given that there is no weak point of webbing subjected to abrasive or erosive wear, intercutter or cross-blade abrasion and erosion will be mitigated. The webbing between the cutters is the area most susceptible to this mechanism along the fluid path.
Abrasion occurs because of the same design weakness—the webbing—but because of a different mechanism. As illustrated in Fig. 2, abrasion is more uniform because of the rotation of the bit. It occurs when the bit body contacts the formation and is worn away. The result, though visibly different from erosion, shares a similarity in terms of location.

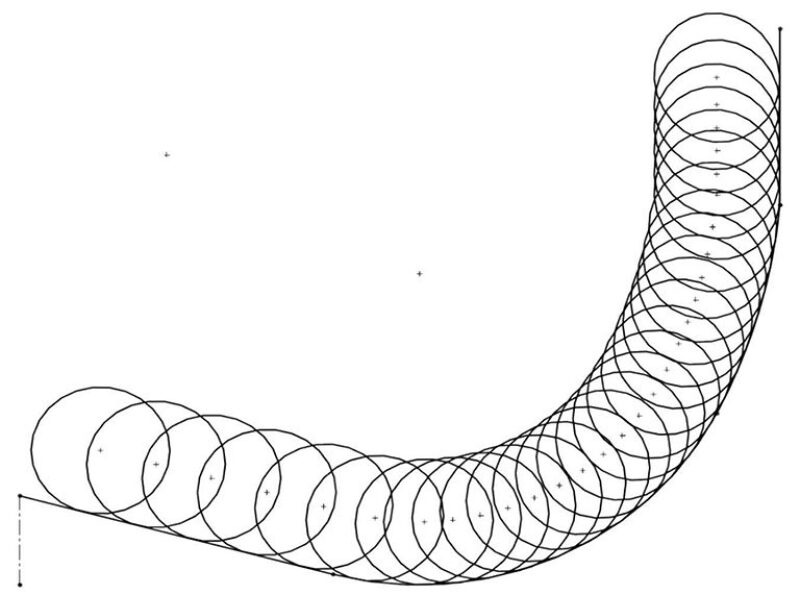
Blade Count and Diamond Volume. One way of viewing diamond density is by a 2D overlay of the cutter layout, which shows each cutter rotated through the same plane, as shown in Fig. 3. This gives a good visualization of diamond volume and shows the necessity of a plurality of blades. Obviously, two solid cylindrical cutters cannot occupy the same space at the same time. However, if the cutters are modified, they can occupy the same plane, or, in this case, the same blade. This provides additional surface area to create sufficient cutter-pocket geometry to hold the cutter in place.
There are, of course, limitations on the extent to which this philosophy can be carried out. The blade count can nevertheless be meaningfully and substantially reduced while achieving the same effective diamond volume. Therefore, while it is still true that a plurality of blades is required, it is an overstated premise that a webbing of a minimum thickness must exist between each cutter on the same blade. A natural hypothesis, then, is that a blade constructed with a contiguous diamond cutting surface should allow a higher diamond volume, and therefore longer wear life, on the same number of blades, or effectively the same diamond volume on fewer blades.
Cost Reduction and Other Potential. There is the possibility that the reduction in damage to the bit body in the form of erosion and abrasion could reduce repair cost and time, and extend the single-repair life of a bit in applications limited primarily by erosive or abrasive body wear. However, because of the increased cost of modifying the PCD cutters, this can be evaluated fully only after extensive field testing.
This ideology also can be applied to gauge pads to improve gauge-pad resilience, especially at the leading edge of the pad. The improved conformity may also allow more-consistent flow and cuttings evacuation. Also, tool-face control has been one of the largest concerns in PDC-bit design since introduction of these bits into directional drilling. Secondary elements are commonly added to limit and control depth of cut in order to produce a smooth torque response even while weight on bit may fluctuate. With a contiguous cutting structure, a more-linear torque response may be expected, which would improve tool-face control.
Design and Production Methodology
Design. On the basis of the diamond density of standard bits in the application, a three-bladed design of the new method was chosen. 19-mm cutters were chosen to reduce the overall number of modified cutters necessary and to facilitate the brazing process. The cutter layout was developed by use of current design philosophy. Some cutter positioning and posture were modified slightly from the original layout in order to reduce the number of unique modified-cutter shapes. A minimum of six different shapes was attained, and the final cutter layout was theoretically verified for stability, balance, and performance.
The sweep angle of the gauge pads was also considered in this design. The gauge sweep angle was increased to provide more circumferential contact, aiding in lateral stability. The exact sweep angle was calculated by use of the expected bit rotational velocity and the expected fluid-flow rate. Designing the gauge pads to allow natural evacuation was expected to limit erosion to the fronts and backs of the blades, and to limit fluid flow across the gauge pad from one junk slot to the next.
Production. Modifying the PCD cutters proved to be a sensitive task. PCD cutters generally consist of two components: a thin diamond table with a tungsten carbide backing. These cutters are made by pressing a diamond powder onto the tungsten carbide backing, typically with 7,000-MPa pressure or greater and at 1425°C. Because of the intense heat and pressure during manufacture, coupled with the large difference in thermal-expansion coefficients between the PCD and tungsten carbide, there can be very large residual stresses in the tungsten carbide backing and diamond table, which remain during the life of the cutter. When the shape of the cutter is modified, the residual stresses change, resulting in cracks or chips.
The milling of the steel body is very similar to milling a normal bit. The overlapping cutter pockets have little effect on milling. After the steel body is milled, the hard facing is applied. Normally graphite plugs are used to protect the steel cutter pocket from hard-facing infiltration. However, in this case, operator skill is relied upon, because only one graphite plug can fit into the bit unless the graphite is also shaped.
Brazing a conventionally designed PDC bit is difficult in itself because tight dimensional and temperature constraints must be maintained to achieve a strong braze joint without damaging the PCD cutters. Because the position of one cutter can affect the position of the adjacent cutter, a dry fit is first necessary. After proper fit is verified, the cutters are organized for quick installation to maintain proper brazing temperature. Each cutter is installed in a certain order to lessen the stacking-tolerance error. After the bit is cooled, it is ground to gauge diameter.
Case-Study Results
The test application was narrowed to an oil-sand lateral in the Bluesky formation in the Peace River oil sands of Alberta, where erosion is known to be a common issue. The goals of this application were to drill at least 1000 m of Bluesky lateral, to achieve a rate of penetration (ROP) of 120 m/h or greater, to achieve a low reactive torque, and to avoid dropping of angle in the rotary mode.
The first run achieved these goals by drilling 1156 m at an average ROP of 125 m/h. The bit was easy to steer, with low reactive torque, and did not drop angle. Eventually it encountered chert, causing impact damage to the shoulder of the bit, mostly on two of the three blades. Aside from the two damaged cutting-profile cutters and a few gauge cutters adjacent to the cutting profile, all cutters were in excellent condition.
The second run also achieved the set goal, but with greater success, drilling 1470 m at an average ROP of 128 m/h. The dull condition of this run was generally good, displaying some impact damage to one profile cutter, which most likely led to the observed gauge-cutter damage as well. The remainder of the cutting profile was again in excellent condition.
Analysis
The overall performance of the test runs combined to give a 117% improvement in ROP over an average of 29 offset runs in the same application. In addition, the test-run length was 30% longer than the average offset. The run length is of significant importance, given the damage and danger that can be experienced by the unconsolidated wellbore by additional tripping.
After each of these runs, some erosion was observed on the blade fronts and on the carbide backing of the cutters at the center of the cutting profile. Computational fluid dynamics was performed on the design, and areas of a certain flow velocity were matched with areas of erosion on the dull bits. In order to eliminate the observed erosion, the nozzles were moved to reduce fluid velocities below the identified velocity at which erosion occurs. Additionally, in order to eliminate erosion of the center-cutter tungsten carbide backings, all three blades were joined to the center of the bit to prevent flow between junk slots.
The radically different bit design outperformed bits with five or six blades and eliminated typical body erosion. Significantly, there was no erosion or abrasion between each cutter.
This article, written by JPT Technology Editor Chris Carpenter, contains highlights of paper SPE 156961, “Departure From the Norm in Polycrystalline-Diamond-Bit Design Allows Significant Performance Gains in Highly Erosive and Abrasive Formations,” by Aron Deen, Jason Maw, Craig Knull, and John Clegg, SPE, Ulterra Drilling Technologies, prepared for the 2012 SPE Annual Technical Conference and Exhibition, San Antonio, Texas, USA, 8–10 October. The paper has not been peer reviewed.