
The development and upgrade of mature facilities is ultimately driven by the significant shift in the composition of the arrival fluids, mainly the increasing water cut and solids production. In many cases, the routing of new well discoveries to these facilities, or the change in characteristics of the crude with the decline in field production, exacerbates this shift.
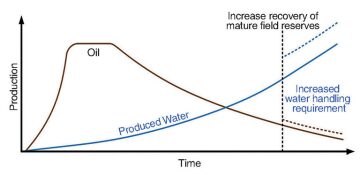
Consider a typical production profile shown in Fig. 1. It has the characteristic steep increase in production at startup, followed by a maximum production plateau for oil and gas, then a gentle decline to the point of abandonment. In contrast, produced water (and sometimes sand) production generally increases, especially if water injection is installed to enhance oil and gas production. It is this idealized profile that life-of-field operating design cases are based on, following initial reservoir appraisals.

For mature field system and equipment upgrades, two challenges faced are
- Produced water handling when the original design capacity is required to be exceeded
- Increased solids production in which sand and scale/corrosion byproducts affect separability of fluids (through interactions) and equipment performance (through fouling/accumulation)
These challenges will be discussed and a step-by-step process will be proposed to optimize the design of late-life facilities and maximize the recovery of hydrocarbon.
Early vs. Mature Upgrade

The trends shown in Figs. 2 and 3 highlight the outcomes of facility upgrades based on the timing of the modifications. At first glance, mature field upgrades seem to be a poor value for money compared with early field modifications in which a relatively small increase in production can produce a significant increase in recovery over the life of the field. Mature field upgrades often suffer the disadvantage of causing a disproportionate increase in produced water throughput. For this reason, an operator’s attitude toward mature field management is generally one of minimum investment and breakdown maintenance.
Although late-life oil production is significantly lower than peak production, achieving a modest increase in production can significantly increase revenue, extend economic field life, and improve field recovery. However, achieving such results requires a mind-set that considers the mature facility as an asset that still offers a potential for achieving good economic return on investment, rather than viewing it as a spent asset being run on a shoestring.
Upstream Separation

While the effects of production profile changes are witnessed across the facility, upstream separation vessels, such as slug catchers and first stage separators, are most significantly affected.
As an oil field matures and water cut increases, separation is affected by increasing emulsion viscosity until an emulsion inversion point is passed. For mature field operation and upgrade, water production dominates oil recovery and the separator is needed to operate beyond the limit of its original produced water design. At this point, the handling of increased solids production, changes in fluid properties, and changes in chemical treatment requirements require a new approach.
Consider a scenario in which well fluids are routed directly to the first stage separator, wherein bulk oil, gas, and water separation is achieved. Oil carryover to the second stage separator includes solution gas and entrained water, which are further separated in this unit following heating and pressure reduction (Fig. 4).
In this instance, the first stage separator throughput reflects the reservoir profile shown in Fig. 1, and is therefore the most affected by the changing characteristics of the wells. It should be noted that the second stage separator’s production profile is not significantly affected by increased water production associated with mature field optimization, assuming good oil/water separation in the first stage separator. In light of this, the implications of mature field production are, therefore, most clearly shown by an inspection of the first stage separator.
Although the key aspects of mature field upgrades are highlighted in this way, it must be understood that this is a facilitywide issue that must be addressed holistically.
A Robust Solution
As the production profile of a field changes throughout the life of a facility, updating a separator data sheet to reflect new flow rate requirements may be too simplistic an approach, which does not consider all pertinent design inputs. Ultimately, this results in an inadequate solution and a missed opportunity for achieving optimal separator performance.
The following outlines a five-point holistic approach that achieves substantiated specifications for system upgrades, thereby allowing operators to confidently progress with mature facility modifications. This process is illustrated in Fig. 5.
- Theoretical modeling. A good starting point in specifying a new separator operating condition is to use proprietary separator sizing/modeling programs to determine the process and conditions for the new design case. Examples include operating levels, fluid velocities, residence times, inlet conditions, and exit nozzle conditions.
- Fluids and solids sampling and analysis. To achieve a robust separator design, it is important to use current fluid properties as historical data are often unrepresentative. Production facilities do perform routine sampling and analysis of fluids. However, a more detailed investigation is required when specifying new operating conditions.
- Such sampling and analysis can identify symptoms of poor separation performance. This includes identifying and quantifying components of oil and produced water such as emulsions, asphaltenes, carboxylates (soaps), naphthenates, scale, and foam, which can lead to the formation of compounds affecting separator performance.
- System mapping. To successfully upgrade a production facility, it is important to understand how the existing facility is operating compared with perceived or design performance. This is achieved by mapping the system performance at key positions throughout the production facility, thus highlighting problem areas and improvement opportunities. An important area of investigation is recycle streams, such as scrubber drain lines or hydrocyclone reject lines routed to upstream process equipment, which can severely affect main flowlines.
- Chemistry and flow assurance. Crude oil and produced water are complex fluids displaying varying properties, which require the addition of chemicals to fulfill a range of requirements. Chemicals can be injected across an asset, from down hole to the collection and process system. An array of interacting factors affects the success of a chemical treatment program (Fig. 6).The realization that chemistry constantly changes and therefore requires a continuous monitoring and adjustment of the chemical management process is the most critical aspect of mature life flow assurance.
- Process diagnostics. As part of a gravity separator upgrade process, it is necessary to understand the true fluid flow paths occurring inside a separator. Flow simulation programs (such as computational flow dynamics) can provide a theoretical visualization, but are not able to re-create conditions such as emulsions, sludge, scale, and solids precipitation, which can affect separation.


Using nucleonic trace testing and scanning methods, actual residence times, and flow patterns inside a separator can be investigated, which will identify dead spaces within a separator or short-circuiting of flow through the vessel. This provides valuable information on the performance of existing separator internals, and thus assist in the specification of retrofit internals and hardware.
Internals Optimization
In mature field design upgrades, the separator internals may need to be studied and replaced based on current fluid properties and production rates. For early field production, separators may contain minimal process internals, such as inlet devices, baffles, weirs, and vortex breakers.
When upgrading for mature field operation, the correct selection of process internals is critical (Fig. 7).
- Inlet device. For late field life in which gas/oil ratios (GORs) are low, a vane-type inlet device is preferred over cyclonic devices. Although a correctly sized cyclonic inlet device can achieve best inlet conditions and good oil/water/gas separation, the operating range is limited by large changes in GOR. This can produce foaming or gas carryunder, thus reducing separator performance. In addition, cyclonic inlet devices have small passages and high velocities that can be blocked by scale/solids or eroded by solids.
- Perforated baffles. These are important for containing turbulent areas and achieving plug flow (eliminating recirculation, channeling, and stagnant areas), thereby optimizing liquid residence times and separator performance. However, the geometry and size of the perforated baffle plate openings have to reflect operating conditions. For example, if scaling or solids problems exist, slat baffles may be preferable to drilled plate baffles.
- Desanding system. A large number of separators originally had basic desanding systems installed with little provision for upgrades. Generally, the original designs did not include a jet water inlet or drain nozzles. Operators are becoming increasingly disposed to accepting solids as a component part of oil production and have begun to install effective desanding systems. Ideally, sand cleanup and disposal systems should be frequently used and be automated. Such systems require the measurement of solids size distribution to enable correct specification of the sand cleaning systems.
- Coalescer plate pack. This is very effective at increasing oil/water separation performance, especially if the fluids are clean. If emulsions, solids, soaps, or naphthenates are present, the packs can become blocked and affect separation performance. Excessive fluid velocities through packs can also cause a reduction in separation performance. Packs require an inclusion of upstream and downstream baffle plates to achieve uniform flow.
- Electrostatic coalescing internals. These have become increasingly popular for upgrading existing separators and have been shown to achieve a significant reduction in demulsifier consumption.
- Water collection manifold. A high produced water flow rate can cause the design limit for a conventional vortex breaker to be exceeded, leading to a channeling of flow to the outlet nozzle and reducing separation performance. Replacing a vortex breaker with an outlet manifold directed to the downstream weir will extend the effective gravity separation length of a separator and reduce turbulence.
- Increasing weir height. Most first stage separators include variable oil/water interface level facility and adjustable weirs. For very high water cuts, consider extending the weir height (if practical) and converting it to an overflow weir design. This enables the normal liquid and interface levels to be raised, thereby increasing the water capacity of the separator.
- Level instruments. Over the past 20 years, conventional external displacer instruments have been gradually replaced with capacitance probes, differential pressure cells, or nucleonic- or radar-type instruments. For extending operating level range or changing the point at which a level is measured (as when converting to an overflow weir), these instruments can be used to achieve the required range of mature field operating level. Nucleonic-type instruments have the advantage of not requiring vessel entry nozzles and can therefore be fitted to any accessible part of a separator.
- Profile gauges. Although expensive, they provide an enhanced understanding of what is occurring within a separator with information on solids deposition plus emulsion and foam layers.
- Gas demisting device. As the gas exiting a separator usually passes through a cooler and pressure control valve, high performance of separator mist elimination is not critical because generally a scrubber is installed prior to the liquid-sensitive equipment (e.g., gas compression or dehydration units). Thus, upgrading a gas demisting device for significant changes in gas flow is not critical for separator mist elimination. However, for handling waxy oils, consider installing upstream spray nozzles for periodic injection of solvents.

Operating Procedures
For a successful separator upgrading, updated operating procedures must support modifications to the internals. Operators often develop inconsistent ways of reacting to abnormal and upset conditions, introduced through
- Outdated operating procedures
- “Custom and practice” attitude toward operating equipment
- Discrepancies across different shifts
Such inconsistencies can affect process uptime and operating efficiency. Conducting an audit of how each shift operates a production facility can enable the creation of “best practice” operating procedures for achieving optimum system uptime and production.
Case Study: Onshore Central Processing Facility
When originally developed in the mid-1970s, a large onshore oil field produced fluids comprising medium crude oil with low water cut and few solids, which the production facilities were consequently designed to handle.
Over the years, the production from the maturing reservoir has steadily changed. Currently, production comprises lower flow rates of heavier, more viscous crude oil with high water cut plus solids production.
To address the changing production profile, the production facilities had been periodically upgraded, but the outcome was unsatisfactory, thus resulting in reduced production capability constrained by the requirement to maintain export product specification. This had recently led the operator to consider installing new production facilities (with significant capital cost) instead of further upgrades to meet the requirement of achieving a 40% increase in crude oil production.
Recognizing that previous upgrades had never included a rigorous investigation of fluid properties, chemistry, and operational characteristics of the existing facilities, the operator commissioned a full site investigation of the fluids and performance of the process system. If the results supported the case for equipment and system upgrades to enable the achievement of the crude oil production requirement, this route would be taken. If the recommendations of the investigation could not be supported, new production facilities would be installed.
Facility Background

The onshore facility gathers inlets from a range of reservoirs and processes through multiple identical trains arranged in parallel. Each train consists of a high-pressure, three-phase first stage separator, with the water offtakes routed to a dedicated produced water treatment system. The wet crude is passed downstream to a two-phase degasing separator to remove solution gas. The liquid outlet is processed through a final electrostatic coalescing vessel to further dehydrate the crude and achieve export specification.
A simplified process flow diagram detailing the configuration of the liquid processing trains contained at the facility is shown in Fig. 8. The methods used to investigate the fluids and the performance of the process system are shown.
Holistic Approach
The five-point approach illustrated in Fig. 5 was applied during the site investigation and subsequent analysis stage. The results are as follows:
Predict future capacity limits of current and upgraded configurations.
- Theoretical modeling. Proprietary software generated theoretical separation predictions, with projected performance indicated by liquid residence times and oil-in-water (OIW)/water-in-oil (WIO) outlet concentrations. A hybrid modeling approach was used to calibrate theoretical performance predictions with historical field data. Highlight system bottlenecks and operational issues.
- Fluids and solids sampling and analysis. An extensive sampling was carried out to quantify and qualify solids loading across the system. This work highlighted the performance of existing removal systems and detailed the solids particle size distribution, thus providing information crucial for creating a robust solids management strategy. The sampling was also used in oil and water system mapping work.
- System mapping. A facility-wide performance map was created using the results of the site visit sampling and working with OIW and WIO charted across liquid processing stages. Temporary flowmeters were installed at critical locations to compensate for the insufficient metering within the facility, thereby allowing a complete mass balance of the liquids processing system to be created. This work was carried out in parallel with theoretical modeling studies. Evaluate the chemical management system.
- Chemistry and flow assurance. Emulsion stability testing was carried out to assess the oil/water separability of the system, as well as identify the emulsion inversion point. The efficacy of the incumbent demulsifier was also rated during these trials. A testing matrix of the above factors was created and evaluated. They are
- Crude blends’ existing and potential routings between process trains
- Inlet water cut
- Operating temperature Support recommendations through diagnostic studies.
- Process diagnostics. Nucleonic tracer injection studies were performed to assess the poorly operating first stage separators, thus providing actual water and oil phase residence times and flow patterns through the vessels. To further clarify the issues, neutron backscatter equipment was applied to identify the level heights of all phases within the vessel (solids, free water, emulsion pad, and free oil).
Findings of Study
The solids issues highlighted across the facility were identified as the root cause of the separation problems, and were ultimately a result of the insufficient solids management strategy. Furthermore, the existing first stage separator internals were deemed to be poorly suited for the high solids content and low viscosity crudes.
The recommended modifications to the first stage separators fell under two categories.
- Upgrade solids removal equipment and increase operational frequency.
- Simplify separator internals to reduce the likelihood of fouling.
The recommended plant upgrades were justified based on hard data gathered rather than best estimates. The sampling program outlined the overall system performance and pinpointed key issues, while theoretical separator modeling predictions were supported by nucleonic tracer studies and calibrated with historical data.
Furthermore, the diagnostics work confirmed the fouling of separator internals: liquid short-circuiting around blockages (tracer injection) and solid accumulations (neutron backscatter).
The existing facilities were deemed suitable for processing the projected increase in system throughput, requiring only relatively minor capital expenditure to adequately upgrade the current equipment. This equated to significant savings relative to the multibillion-dollar new production facilities option.
Conclusions
The economics of initial facility development budgets can constrain the operation of mature oil and gas processing facilities. Upgrading such systems is a fundamental requirement for achieving acceptable performance and ultimately can extend the economic viability of the asset, in turn increasing profitability.
Separator process internals and operating practices must be suitably modified to mirror the significant shift in an aging facility’s operating envelope because correct upgrading of internals can greatly improve the separability of the incident fluids. These crucial modifications must be verified by an extensive on-site analysis, whether by means of emulsion testing, system mapping, or process diagnostics. An all-encompassing approach will ultimately maximize hydrocarbon recovery from mature assets.
While this article has focused on crude oil separator upgrades for handling late-life field production, it must be remembered that the upgrades have to take a holistic perspective of the complete crude oil, hydrocarbon gas, and produced water processing system requirements. It is only by considering the entire facility that successful late field life production can be correctly redesigned for maximized hydrocarbon recovery.

Ian Bedwell is a separation consultant at Maxoil Solutions with more than 25 years of experience covering design, specification, application, installation, upgrading, debottlenecking, commissioning, troubleshooting, and product development. His project experience covers very large onshore facilities; floating, production, storage, and offloading applications; and high-performance separation systems.

Swati Das is a process engineer at Maxoil Solutions with 6 years of experience in the design and troubleshooting of oil and gas facilities. She has worked offshore in the US Gulf of Mexico and in the Cantarell field in Mexico, and has completed process upgrade studies for several mature field facilities.

Euan McCall is a process engineer at Maxoil Solutions with 3 years of experience in the troubleshooting and optimization of upstream oil and gas facilities. He has worked on a range of studies in mature asset upgrade, primarily based in the UK Continental Shelf.