
In this sixth article of the Oil and Gas Facilities Savvy Separator series, underperforming gas scrubbers are discussed. Introduced last June, the series presents helpful design know-how, lessons learned, and solutions for separation problems.
Traditionally, the main drivers for sizing gas scrubbers in the oil and gas industry have been performance requirements, process conditions, and project specifications. Unfortunately, too often space limitation, deadlines, and budgetary constraints seem to take priority over the sizing task, leaving the fundamentals of phase separation as just an afterthought in the design process. It is frequently overlooked that optimizing cost, delivery times, and weight is not the same as improving scrubber performance.
In reality, it is difficult to point out a single reason, as there are numerous ones, to explain why actual performance is so easily disregarded in the design process, often leading to inadequate gas scrubber sizing. Just a few worth mentioning follow:
- Old-fashioned practices that rely on criteria-based design methodologies
- Lack of consideration of the system as a whole (effects on processing equipment downstream, and actual performance of upstream equipment)
- Compartmentalized design teams, piping engineers, process engineers, project engineers, and contractors working separately on their portion of the project
- Overconfidence in process guarantees provided by vendors without being able to validate them
These common practices, however, have to be questioned when their shortcomings so often result in the need for expensive fixes just after plant startup. Adequate phase separation has to be achieved through proper flow conditioning in the pipe upstream and inside gas scrubbers from day one to decommissioning. Otherwise, scrubbers become no more than expensive containers that can cause multiple operational problems, or even downtime, inside a production facility.
A systematic and holistic approach for scrubber design should be the result of an iterative process that begins by clearly defining the basis for design (relevant process data conditions*) and the performance requirements for the vessel. But it also must comprise the use of tools such as inlet flow regime analysis, empirical efficiency correlations, and in some cases, computational fluid dynamics (CFD) simulations to support the results. The method should also consider the effects of high-pressure conditions and low interfacial tension on gas demisting and upstream piping on flow distribution when necessary. Mark Bothamley’s series of articles in the Oil and Gas Facilities magazine (2013a, 2013b, 2013c) provides clear guidelines for the task of separator/scrubber design. [*Startup, shutdown, and blowdown scenarios; normal, maximum, and minimum operating conditions; and correct fluid properties shall be included (Chin 2015).]
This article uses a case study to illustrate how an inadequate sizing methodology hinders scrubber performance. In this case, the scrubber was causing contamination of the downstream equipment due to excessive liquid carry-over. The causes for the carry-over are identified, and later in this article a potential solution is presented for revamping this vessel. For illustration purposes, a new scrubber is designed based on a systematic design approach, and the newly designed vessel is compared to the original design. The comparison is based on three different aspects in order to highlight the benefits of using a more consistent design methodology: the final configuration of the equipment, estimated carry-over, and flow distribution through the vessel based on CFD analysis.
Case Study: First-Stage Suction Scrubber
The case study comes from an underperforming gas scrubber that was sized using criteria-based design methodologies. The separation performance requirement specified for the vessel was 0.1 USG/MMSCF (maximum allowable liquid carry-over in the gas), as expected for this type of application. However, high levels of liquid carry-over were detected when the vessel was operated at the higher end of the flow rate envelope (max design case). Crude oil contamination of downstream compressors caused by excessive liquid carry-over prompted the separation performance evaluation presented below.
Fig. 1 shows the main geometry of the gas scrubber and the basis for design. The following process internals were originally installed in the first-stage suction scrubber: (1) a vane-type inlet device, and (2) a vane-type demister in vertical orientation.

Scrubber Performance Evaluation
The aim of this analysis was to demonstrate how partial understanding of the fundamentals of phase separation when sizing a scrubber can lead to operational problems (e.g., excessive liquid carry-over). The conclusions drawn from the analysis will be used for the following.
- The redesign of a new version of this gas scrubber that would work properly under the stated conditions.
- The recommendation of modifications to improve the performance of the existing vessel for a retrofit scenario.
Fig. 2 was used as a guide to perform the design evaluation. It is a diagram for a separation performance evaluation showing some of the factors that must be considered when designing and assessing gas scrubbers. An inherently important aspect for all separation stages is the flow distribution, which strongly depends on the configuration of internals, vessel layout, and inlet piping. This will be demonstrated in the analysis below.

Upstream Piping. Layout of the upstream piping can have a positive or negative influence on the separation efficiency of a vessel, and these effects are usually underevaluated. Unfavorable piping arrangements may, for example, lead to swirling flow, slugging behavior, liquid re-entrainment, and reduction in droplet size distribution affecting the overall performance of the scrubber. (Heijckers 2012).
Upstream piping layout and geometry of this vessel complies with general inlet piping requirements: there are no out-of-plane bends with a straight pipe length equivalent to 10 times the inlet nozzle inside diameter (ID) in front of the vessel.
However, an important aspect was possibly overlooked, perhaps not even calculated: the entrainment of droplets in the pipe. Depending on the flow regime, liquids can be found in both bulk and droplet form and their proportion can vary depending on the actual momentum and the liquid volume fraction of the system. That is why the first tool needed when designing a gas scrubber is one that can approximate the theoretical amount of entrained liquid in the form of droplets inside the inlet pipe so appropriate measures can be taken regarding the size of the inlet pipe or inside the vessel, if required.
In this case, it was found that a high proportion of droplets (approximately 65% of the total liquid) were formed within the upstream piping of this vessel, preventing the removal of liquid within the gravity settling section and allowing only a portion of liquid to be separated by the inlet device. Therefore, one of the first issues observed in this original design was that the majority of the incoming liquid was expected to reach the demister device.
Inlet Arrangement. The use of a vane-type inlet device was expected to be appropriate. The calculated inlet momentum for the max case [6892 kg/(m⋅s2)] was relatively high but still inside the acceptable range for this type of inlet device.
The calculated inlet momentum number (ρv2) is widely used for the selection of inlet devices in our industry; nevertheless it should not be used blindly. The main functions of an inlet device are to minimize droplet shearing, dissipate the momentum, and improve the distribution of gas over the scrubber’s cross-sectional area. Attaining an even distribution of the gas (and entrained liquids) requires that high gas velocities inside the inlet device must be avoided when possible, or that additional measures must be taken to minimize the effect of unpreventable high gas velocities. There are many different effects influencing the overall efficiency of the inlet device. A CFD simulation is required in order to predict the gas distribution across the originally installed demisting device illustrated in Fig. 1. Uneven gas distribution is expected across the upstream face of the vane pack demister. This will lead to premature flooding of the equipment due to a combination of localized high gas and liquid loadings.
Gravity Separation. The vessel k-factor was approximately 0.18 m/s. Again, this value is considered adequate for this type of vessel (gas scrubber). However, it is still only a rule of thumb that, when applied without further analysis, could hinder the final performance of the vessel.
The gravity settling section plays an important role in defining the separation efficiency of a scrubber since it provides an opportunity for some of the entrained liquid (mist) to be removed from the gas stream. The effectiveness of the gravity section in removing droplets will be a function of gas velocity and physical properties. It can be estimated by the use of Stokes’, Intermediate, or Newton’s laws, depending upon the Reynolds number around the droplet. A table with these correlations can be found in Bothamley (2013b).
Gravity-based separation calculated for this design was negligible due to the poor distribution resulting in high gas velocities and the small size of the liquid droplets. Consequently, a high mist loading was expected to reach the demister, reducing the demister’s overall droplet removal efficiency.
Demisting Device. The original design was found to have a vane-type demister in vertical orientation, with a properly sized open area for the service (2.18 m2) assuming even gas distribution across the vane pack flow area.
However, the geometry of the horizontal-flow vane pack mist eliminator in this vertical vessel creates the potential for uneven gas distribution over the device’s open area (Fig. 1). Gas entering the vessel must change direction multiple times before reaching the demister, making an even distribution over the total vane area difficult. It is important to realize that this mist eliminator device only operates properly when the gas flow is evenly distributed over the vane pack’s total open area. Another potential drawback to the geometry in Fig. 1 is the suction effect of the gas outlet nozzle. The close proximity to the vane pack leads to preferential flow through the vane pack’s center, increasing the chance for gas maldistribution and higher k-values.
In this case, the combination of very small droplet formation and large mist fraction in the vapor phase in the inlet line, and the orientation of the demisting device, is expected to lead to excessive liquid carry-over.
A CFD study was done to determine the gas flow path through the vessel and gas velocity profiles across the original vane pack open area. The results of the study are shown in Fig. 4 below as a part of the final comparison between the original design and new scrubber design (which also contains a vane pack demister) and are discussed later in the article.
In summary, after the analytical evaluation was completed, the main areas of concern in this vessel were as follows:
- Feed characteristics (higher mist load in gas phase)
- Bulk and gravity separation (velocity was too high to separate incoming drops by gravity)
- Location of the gas outlet nozzle (poor flow distribution over the demisting device)
- Gas distribution and velocity profiles over the open area of the vertically oriented vane-type mist eliminator
Because of these issues, it was anticipated that the total liquid load entering the demister would prove to be excessive, especially at the higher end of the gas flow rate envelope for which the vessel was designed. At these conditions, the demister was expected to be overloaded, which would explain the high levels of liquid carry-over observed by operations.
Based on the findings, the following recommendations were made to build a new gas scrubber for the same process conditions.
Recommendations for Scrubber New Vessel Design
Fig. 3 shows the basic differences between the final equipment configuration in the original design and a newly designed gas scrubber The letters a, b, c, and d in the figure correspond to the recommendations
that follow.

a) To avoid the detrimental effect of excessive liquid droplets in the new vessel, it was determined using engineering models that it was necessary to increase the inlet piping size from 18 in. (original design) to 20 in. This will significantly reduce the entrainment of liquid droplets into the gas phase from approximately 65% to 45%, improving the “bulk” separation. Although the mean droplet size at the inlet was also increased due to the larger inlet pipe diameter, this had a negligible impact on the “gravity” separation.
b) To improve the gas flow distribution over the mist eliminator device, based on CFD results it was recommended to change the location of the outlet nozzle, shifting the gas flow through the mist eliminator device from horizontal to vertical.
c) To meet the specified performance requirement of 0.1 USG/MMSCF, it was determined using CFD simulations and performance estimation tools that two demisting steps were necessary. Two vane packs were selected in this case. The first vane pack will bring the additional benefits of improving the gas flow distribution over the cross-sectional area of the vessel and the second vane pack. Another option would have been to use a cyclone deck instead of the second vane pack; the former was mainly preferred for comparison purposes.
d) To enable the vane packs to operate in nonflooding regime, it was necessary to increase the vessel ID from 1920 mm (original design) to 2223 mm. This also increases gravity-based separation inside the vessel.
Comparisons of the CFD Analysis for Original and New Designs
The CFD analysis of the original and new designs is illustrated in Fig. 4.
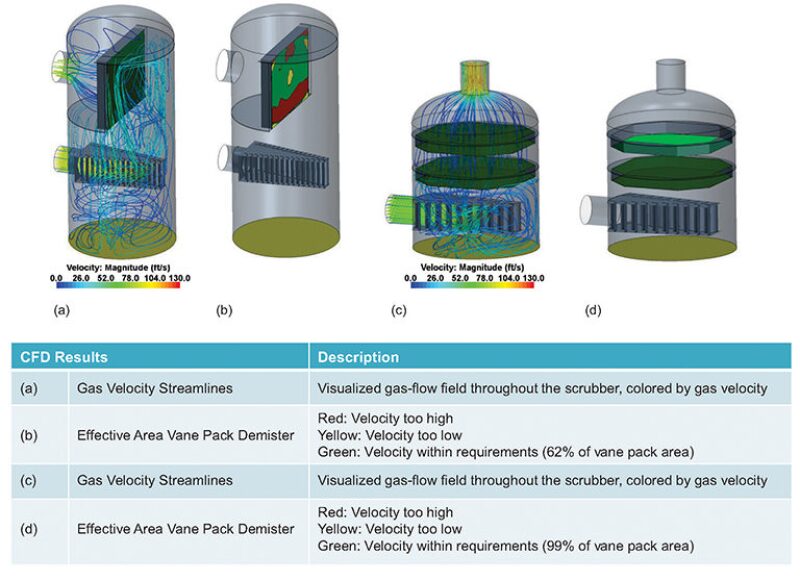
The CFD analysis of the original design shows the following.
- Gas flow field through the scrubber. The streamlines in Fig. 4a show a turbulent and chaotic flow pattern, indicating that the original internals configuration led to a maldistribution of gas flow.
- Gas velocity (k-value) through the vane pack. When the gas velocity through the vane pack demister is too high, liquid carry-over will occur. A critical velocity can be computed based on fluid properties, interfacial tension, and liquid load. When this critical velocity is exceeded, carry-over is expected. The separation performance of the vane pack also diminishes if the velocity is too low and liquid load too high.
The maldistribution of gas flow means that certain areas of the vane pack may be overloaded (gas velocity and/or liquid load too high) while in other areas the velocity is too low. The area where the velocity through the vane pack is too high is highlighted in red in Fig. 4b. The area where the velocity is too low is highlighted in yellow. This leaves just 62% of the vane pack area where the velocity was considered to be within acceptable limits.
The CFD analysis of the new design shows the following.
- Gas flow field through the scrubber. The streamlines in Fig. 4c also show a turbulent and chaotic flow pattern below the vane pack agglomerator in which the flow is straightened. Downstream of the vane pack agglomerator, the gas flow is equally distributed across the vessel cross-sectional area.
- Gas velocity (k-value) through the vane pack. There is no gas flow maldistribution coming into the vane pack mist eliminator as shown in Fig. 4d. Therefore, the velocity is considered to be within acceptable limits for 99% of the open area available.
To improve the performance of the existing vessel, recommendations were made based on the evaluation.
Recommendations for Scrubber Revamp
Fig. 5 illustrates the modifications proposed for the retrofitting of the gas scrubber (indicated as a, b, and c in the diagram) and a CFD simulation that was done to validate the design.

a) To include an additional separation stage, a vane-pack agglomerator, in order to reduce the liquid loading to the demisting device. Gravity separation and bulk separation in this vessel are negligible. Most of the incoming liquid in the original design was reaching the vane-type demister and overloading the device. The added stage will prevent this in the retrofitted design. It will also improve gas distribution and gas velocity profile over the mist eliminator device, while reducing the liquid load and increasing droplet size distribution of the liquid coming into the mist eliminator device. The vane-pack agglomerator was selected due to the fouling nature of the service.
b) To modify the gas outlet arrangement in order to mitigate suction effects and gas maldistribution in the mist elimination section.
c) To use a cyclonic-type demisting device, instead of the vane-type demister selected previously. The limited cross-sectional area available now that the gas outlet has been corrected requires the use of a high-capacity mist elimination device. This type of device also creates a bigger pressure drop, dampening the effect of gas maldistribution. The placement of the cyclones will change gas flow from horizontal to vertical through the demisting device.
Table 1 presents the estimated performance of the gas scrubber before and after the retrofit as well as for the newly designed gas scrubber. Notice that the estimated liquid carry-over for the revamp design is still higher than 0.1 USG/MMSCF, the separation performance requirement specified for the vessel by the engineering contractors. However, in this case, the downstream equipment was able to function properly after the retrofitting of the scrubber.

This table also reveals that for these process conditions a separation efficiency of at least 99.9% is required in order to achieve 0.1 USG/MMSCF. This is one of the most poorly used specifications for liquid carry-over in production separators (Chin 2015); it is also a very stringent one. It can only be attained when vessels are specifically designed with that purpose in mind, or if the liquid/gas ratio at the inlet is already very low. In addition, this requirement is not always needed when looking at the downstream equipment, as this example has shown.
Commonly used scrubber design practices in the industry are in need of serious reviewing. Many criteria-based design methodologies that are still in use today lack the support of representative test data, and rely on incorrect assumptions regarding flow distribution. All of this leads to undersized and/or poorly designed gas scrubbers that in turn could cause multiple operational problems (equipment damage, disruption of operations, and safety concerns).
Application of proper design methodologies and setting of realistic performance requirements are crucial. These important steps, many times ignored or oversimplified, can mean the difference between underperforming facilities in need of costly post-startup vessel upgrades and full operational plants that are able to attain the required separation performance and throughput from day one to decommissioning.
A well-conceived scrubber design that is able to achieve the required separation performance from day one is always the best option, both from a technical and economical point of view.
References
Bothamley, M. 2013a. Qualifying Separation Performance in Gas/Liquid Separators. Oil and Gas Fac 2 (4): 21–29.
Bothamley, M. 2013b. Qualifying Separation Performance in Gas/Liquid Separators—Part 2. Oil and Gas Fac 2 (5): 35–47.
Bothamley, M. 2013c. Gas/Liquid Separators—Part 3: Quantifying Separation Performance. Oil and Gas Fac 2 (6): 34–47.
Chin, R. 2015. The Savvy Separator Series: Part 4—The Ghosts of Separators Past, Present, and Future. Oil and Gas Fac 4 (6): 18–23.
Heijckers, C. 2012. Flow Conditioning Impact on Separations, SPE Separations Technology Technical Section webinar, https://webevents.spe.org/products/flow-conditioning-impact-on-separations.
The authors would like to thank members of the SPE Separations Technology Technical Section Ed Grave, Cris Heijckers, Richard Arntzen, Jimmie Riesenberg, and Robert Chin for their valuable review and contributions to this article.

Elizabeth Morillo is a process engineer at FMC Technologies based in Houston. In her current role, she oversees the design of separation systems for the Americas. During her 9 years of experience in the oil and gas industry, she has held various positions in operations, engineering, and research and development, focusing on pressure pumping services and hydrocarbon processing (crude oil dehydration and stabilization and gas and water treatments). She holds two US patents and has a degree in chemical engineering from Universidad Simón Bolívar. Morillo may be reached at elizabeth.morillo@fmcti.com.

Victor van Asperen has several years of experience in separation, including the process design of more than 150 separator projects. He has worked at FMC Technologies Separation Systems (formerly CDS Engineering) for the past 16 years in different geographical areas: The Netherlands, United Arab Emirates, and the US. He has worked in research and development, computational fluid dynamics (CFD), process engineering, and sales and management. Van Asperen holds an MSc in chemical and biochemical engineering and a professional doctor of engineering degree in process and systems design from the Delft University of Technology.

Sander Baaren has worked at FMC Technologies Separation Systems (formerly CDS Engineering) in The Netherlands and US since 2012 in CFD, process engineering, and research and development, and was responsible for the CFD evaluation of separation equipment for more than 50 projects. Baaren holds an MSc in mechanical engineering from the University of Twente in The Netherlands.
Introduced in the June 2015 issue of Oil and Gas Facilities, The Savvy Separator series was conceptualized by Robert Chin, Padden Engineering LLC, and developed in conjunction with the SPE Separations Technology Technical Section (STTS). Chin, a cofounder and past chair of the STTS, serves as the editor of the series and works with STTS members to present helpful design approaches and solutions for separation problems. He may be reached at r.w.chin@sbcglobal.net.