
Project complexity is a common topic of discussion in the industry. Subsea projects in ultradeepwater, in particular, introduce increased levels of complexity with variables such as the high-pressure/high temperature conditions and their effects on the design and required tolerances of equipment. Because of concerns about quality and integrity, the operators stipulate company-specific requirements for subsea forgings such as those used for Christmas trees for the contractors and manufacturers (forge masters) to follow.
The establishment of company-specific specifications has contributed to one of the often cited factors in project complexity: long delivery time for equipment. The typical delivery time can be more than 7 months. Because of the individual requirements, contractors and forge masters are unable to build a stock of prefabricated forgings of the large steel forgings used for key components that could enable a shorter delivery time.
To provide a best practice approach aimed at reducing delivery time and production costs and improving material quality, a joint industry project (JIP) led by DNV GL resulted in a recommended practice (RP) for steel forgings in subsea applications. Issued in February, DNVGL-RP-0034 presents a unified standard of material with a consistent methodology of managing all the steps in the supply chain to ensure a high and repeatable quality across the industry and geographical regions.
The objectives of the RP are as follows:
- To provide an internationally acceptable and harmonized standard for carbon and low-alloy steel forgings
- To provide for reduced lead times and enhanced abilities to maintain stock and provide interchangeability
- To provide a consistent quality to increase the reliability/integrity of subsea equipment
- To simplify the risk assessment process
- To serve as a contractual reference document between manufacturers and purchasers
- To serve as a guideline for designers, suppliers, purchasers, and regulators
- To comply with and complement existing industry codes for subsea equipment
Building a Consensus on Standards
Table 1 shows the operators, contractors, and forge masters that participated in the JIP to harmonize specifications. “The development of specifications that all participants found acceptable was an iterative process running throughout the project,” Morten Ro Helsem, an engineer of materials technology at DNV GL, said.

DNV GL first reviewed operators’ specifications and interviewed representatives from each company to understand their needs. Based on those findings, the first draft of the RP was presented to the group. The document was discussed, improved, and commented on in four workshops. At the end of the process, 1,000 detailed comments had been discussed.
Helsem said the intent of the RP is to complement the existing industry standards with the latest lessons learned and to be applicable to the majority of forgings used in the subsea industry. An example is the inspection that takes place during manufacturing.
“The RP specifies minimum requirements for the content of a manufacturing procedure specification (MPS) and an inspection and test plan (ITP),” he said. Because contractors/vendors rely on outside forging companies, inspections of the manufacturing processes have been performed by teams of inspectors from the operators
and/or contractors. In some cases, consultants are hired to do the inspections. Helsem said, “The RP provides common references for inspections to improve their efficiency and quality.”
For the highest classes of steel forging, the document requires a qualification of the manufacturing process. Combined with the requirements for production testing, the qualification serves to provide the purchasers with confidence in the forged products. The involvement of the purchaser and the end user during qualification and production are not detailed in the RP. Helsem said, “The level of their involvement is dependent on the risk level that the project and involved companies accept, and the trust between the parties.”
Framework for Managing Complexity
The RP presents criteria, technical requirements, and guidance on the qualification, manufacture, and testing of carbon, micro-alloyed, and low-alloy steel forgings. Applications include subsea wellhead and tree equipment (ISO 13628-4 or API 17D), completion/workover riser systems (ISO 13628-7 or API 17G), subsea structures and manifolds (ISO 13628-15 or API 17P), flexible pipe (ISO 13628-11 or API 17B), and drill-through equipment (ISO 13533 or API 16A).
The RP defined the technical, quality, and qualification requirements for classes of forged steel products. The steel forging classes (SFC) are as follows:
- SFC 1: Intended for less critical components (e.g., components that are not subjected to continuous exposure to flowing hydrocarbons or components with simple shapes)
- SFC 2: Intended for pressure-containing and/or load-bearing components that are of significant size and complexity to warrant additional mechanical testing and surveillance
- SFC 3: Intended for fatigue-sensitive, pressure-containing, and/or load-bearing components
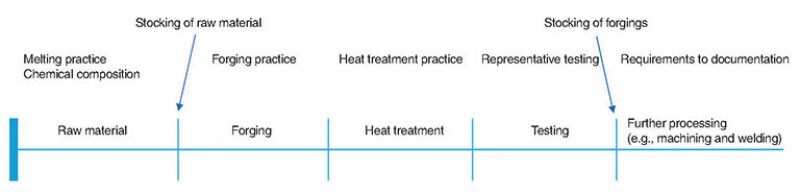
Fig. 1 shows the scope of the application of the RP covering the raw materials through the final processing (i.e., machining and welding). The manufacturing of the forgings, chemical composition, mechanical properties, nondestructive testing, quality assurance/quality control, documentation and material certificates, and weld preparations are addressed in detail.
It is not the RP’s intention to inhibit a vendor from offering alternative materials or manufacturing processes, or the purchaser from accepting them. Options may be applicable in the case of an innovative or a developing technology. When an alternative is offered, it is the vendor’s responsibility to identify variations from the RP and provide the details to the purchaser.
In Pursuit of an Operators' Standard
John Cullion, engineering manager of the Eastern Hemisphere at Dril-Quip, said that although most of the standards specified by the operators before the RP were “relatively standard, they were sufficiently different” and warranted a closer look to determine the commonalities that were acceptable to the operators.
Unlike other contractors, Dril-Quip is unique in its role as a contractor with in-house capabilities to forge equipment for its customers. An example of the complexity of operator-specific requirements is the necessity for dedicated parts.
Cullion said, “If we are working on a standard for an operator with its own specs, we have to take out a new part number that specifically details those requirements. If we get an order from another operator that may have a slight variant, it requires a new part number, and we have to reinvent the wheel from the engineering and manufacturing perspectives to comply with the second order.”
The operators recognized the problem and it led to their pursuit of harmonizing the individual specifications into an “operators’ standard.” Cullion said, “That doesn’t mean that you cherry-pick and take only the highest points on the degrees of standards. Identify the commonalities. Are some of these things ‘nice to have’ instead of actually resulting in a product with higher integrity?”
Cullion said that the RP’s requirements exceed those of current API specifications. “The top end of the spectrum, API 17D, is a product specification (PS) Level 3. In this RP, PS 3 would be at the lowest end of the spectrum. The RP stipulates more onerous technical requirements than the current API documents, and is certainly a more definitive document, more restrictive in terms of ‘this is what you will do and this is what you won’t do,’” he said.
At first glance, the enhanced requirements may seem counterproductive in light of the potential increase in the initial cost of the equipment. Cullion said there is no question that the cost will be higher. “The operators understood that, and it was when oil was at more than USD 100/bbl. An acid test will be how will the RP be accepted or used in the current oil price environment,” he said.
Cullion said the operators indicated that they have used a “plethora of suppliers” across the globe and have experienced offshore problems or failures. “When the operators considered the Capex and Opex to put that right from a subsea perspective (i.e., mobilizing rigs to get in there), they felt the additional cost associated with the RP was small in comparison to the overall picture. They were looking at it from a Capex/Opex viewpoint, taking the whole thing in the round instead of specifically saying ‘this is going to cost us more for the forging,’” he said.
The operators understood that the RP would result in products with a higher unit cost than the current ones, but they considered it a small recompense for satisfying their requirements for improved quality and reliability.
Improving Efficiency
Atle Qvale, technical manager of materials and process engineering for subsea systems at GE Oil & Gas, hopes to see an adoption of the RP to streamline the operator/contractor/forge master interactions. “We often see additional requirements being generated by the project teams such as intervention and witnessing activities during the manufacturing. We waste a lot of time in agreeing upon the specification. Rather than being able to push the button and order the forging the day after a contract is awarded, or even better, pick a forging from our stock and ship it to the machining workshop, we need to sit down and agree on the project’s specification with the oil company.”
Several rounds of meetings are typically required for an agreement on the project-specific specification for an equipment part. “Basically, you waste a couple of months at this point before you can place the purchase order on forging, and more time is required because the forging is a long lead item. It can take a minimum of 3 to 4 months to produce a forging. You waste a lot of time at the start of the project because of the lack of harmonization of specifications across the industry,” Qvale said.
He sees the RP’s guidelines for manufacturing procedure qualifications as beneficial to all parties. “When we source forgings, we know that our specifications will be accepted and also, more importantly, that the qualifications that we have done on these forgings are accepted as valid. We do not want to execute a new qualification in a project, because that takes time and also involves risk. If we have to test to new acceptance criteria and new positions on the forging, we might easily have issues with that qualification,” he said.
Qvale said several of the operators have confirmed that they want to implement the RP. “The exciting thing will be to see if they can stay away from adding company-specific requirements. It remains to be seen if they will have the discipline to refer to the RP and trust the vendors,” he said.
Total is one of the operators ready to implement the RP. Freddy Busschaert, senior specialist of materials and welding at Total, said, “The purpose of Total is to apply the RP as soon as possible for the next project, whether brown- or greenfield. We believe that what has been prepared may lead to more flexibility, especially with the potential for stock forgings.”
He believes that stocking programs are likely to develop with the implementation of the RP. He said, “The operator always has the ability to designate the SFC they desire for their projects, and the advantage lies in the fact that the RP addresses each level. I’m hoping that in the coming months, we will see stock, raw material, which will be produced according to the RP.”
Busschaert pointed out the costs associated with the review of documentation over the course of a project. If stock forgings were produced in accordance with the RP, a dossier for the equipment could be sent to the potential end user for review and, if accepted, this procedure would enable the reduction in delivery time and the cost of forgings. He believes that the standardization of specifications and streamlined documentation review will also expedite corporate reviews and approvals, further reducing delivery time.
Sharing Knowledge
When the JIP was launched more than a year ago, the price of oil was more than USD 100/bbl compared with the recent price of less than USD 50/bbl.
Hans Christian Ly, department manager of materials technology and mechanical analysis at Aker Solutions, said, “The market looked very different then. People may view the RP as a cost driver, but I don’t agree. I think standardization may be a cost driver in the short run, but in the long run, we will all benefit from it.”
“I see the JIP as one of a lot of places where we can make a change to make the industry more profitable. For example, we need to be better at designing for manufacturing in order to cut the costs. The contractors mainly drive the design, but the requirements for the design are driven mainly by the oil companies,” Ly said.
He hopes that the RP will encourage input from all parties. “The oil companies and the contractors often think they are better at forging, which the forge master does every day. The forge masters are limited in their ability to offer a good idea to change something, and this goes for design and everything,” he said.
Dominik Bruch, senior materials engineer and project manager of industrial projects and solutions and research and development at Brück Forging, said, “Hopefully, there will be closer cooperation with the operators and contractors with knowledge transfer from and to both sides. Exchange and communication can become easier as there is a common understanding and basis. This can lead to a higher efficiency and finally to a continuous improvement. We are sure that the overall costs and risks will decrease.”
He said that the standardization of specifications may enable the production of templates and checklists, which would transform feasibility studies and production planning into a standardized internal process.
“One of the most time-consuming issues is the evaluation of feasibility and planning of product realization. In this phase, the nonharmonized specs and the inconsistencies arising from those must be discussed and agreed upon. This usually results in extensive discussions and finally in long waiting times until an agreement is found between all parties. The topics usually have to be discussed with several departments of all involved companies, and in many cases, not only with the customers, but also with the end user,” Bruch said.
The historical approach of using operators’ individual specifications makes it difficult for buyers to compare suppliers. “It is almost impossible for the purchaser to compare suppliers, and for the bidder, it is almost impossible to achieve a competitive price to attract new business because the results of the negotiation processes on the specs, which affect the price level, are unknown,” he said.
Because the RP contains requirements that exceed those of API, the average amount of content will increase in the ITP, MPS, manufacturing procedure qualification (MPQ), and material test report. Bruch said, “In regard to the ITP, we are looking forward to the possibility of a reduction of witness points by third party or customers, shifting instead to the really relevant tasks.”
During the production of the equipment, inspection is one of the main factors influencing the delivery time. “Keep in mind that the inspectors have to be invited and require a defined period before the inspection, which can result in waiting time. During this time, every action on the part is on hold until the inspector releases the parts for the next inspection steps,” Bruch said. The inspections also require many man-hours of work from the quality and project engineers.
Bruch said that if the RP is adopted in a positive way, it may be possible to do an MPQ with detailed examinations followed by leaner inspections of the production parts. “You will do extensive testing once, and after that you will get faster,” he said.
The RP stipulates the requirements for qualifications for the SFCs, which Bruch sees as a competitive advantage for high-quality forge masters. “Every forge master has to obey the same rules and must prove that he is able to achieve the required properties,” he said.
Moving Ahead
The question now is: Will the RP be implemented to an extent that will shorten delivery time and improve quality?
Bruch said the contractors involved with the JIP indicated that they are pushing to use the RP. However, he thinks it is possible that some contractors will continue to rely on the historical procedures because of the contractor’s familiarity and good experiences with the procedures. A resistance to change and lack of trust and/or experience may also deter contractors from adopting the RP.
Cullion said, “The big caveat to all this is that the industry has had horrible work with standardization. I’ve been involved in the industry for 30 years and I’m still waiting on a standard to come out that means anything. Will this RP be different, or will it just be added to the pile of ‘well, it was a good idea at the time’?”
“Time will tell if it is adopted, if it is a meaningful document for the operators to adopt or whether they’ll continue using their own standards. It’s very much a top-down driven process in this regard,” he said.
Phase 2 of the JIP, launched last month, will involve the development of case studies to ensure an unambiguous interpretation of the RP. It will conclude with a workshop to resolve challenges and prepare for updates of the RP.
For Further Reading
DNVGL-RP-0034, Recommended Practice for Steel Forgings for Subsea Applications. 2015. Oslo, Norway: DNV GL. http://exchange.dnv.com/publishing/RP/2015-02/DNVGL-RP-0034.pdf (accessed 20 February 2015).
