
Facilities sand management is tasked with the goal of ensuring sustained hydrocarbon production when particulate solids are present in well fluids, while minimizing the impact of the produced solids on surface equipment. Particle size and total concentration determines the net effect of solids on production and the resulting operability of surface facilities.
Conventional sand management focuses on sand exclusion from the wellbore, either by production limits or completion design. Completions may adversely affect inflow because of skin buildup and both controls impede the maximum hydrocarbon production.
Alternatively, coproduction of solids with fluids is an inclusion paradigm that may restore or increase hydrocarbon production. Produced solids are removed upstream of the choke, which protects the facilities’ operations. Implementing dedicated facilities sand management technology has resulted in increased hydrocarbon production from sand-producing wells, extension of well life on marginal fields, and restart of shut-in wells in several producing regions around the world.
The first industrywide workshop that encompassed solids handling from downhole generation to topsides disposal, “Facilities Sand Management: Getting the Beach out of Production,” was held by the SPE Gulf Coast Section in Houston in 2002. Speakers discussed subsurface sand management, measurement, erosion, facilities design, separation, solids cleaning, disposal, and slurry injection. Attendee feedback listed subsea separation and disposal and subsurface/surface integration as the two leading sand management needs.
Several producers have integrated facilities sand management into their production portfolio. Equal merit is given to facilities sand management and completion technologies to determine which approach improves hydrocarbon production. Gravel pack and screen completions form the majority of conventional sand control. However, sand may still pass through under normal operating conditions and require treatment at the facilities.
In the case of a completion failure, the sudden influx of sand may lead to production restrictions or damaged equipment. The necessity for a technology that could protect surface facilities equipment in cases of completion failure, openhole completion, or unplanned sand production led to the development of the wellhead desander. The wellhead desander finds its use as a service tool for workover or well test operations and as a permanent unit operation in facilities design. This approach has enabled sustained operations in cases in which previous actions were to shut in wells, limit hydrocarbon production, or implement maintenance outages.
Sources and Characteristics of Produced Solids
Produced solids are inorganic, insoluble, nondeformable particulates accompanying hydrocarbon production and are present in oil and gas wells. When the particle size or concentration affects production, a treatment method is required.
Knowledge of the physical and chemical properties of the particulate matter is necessary to compare exclusionary and inclusionary treatment approaches. Of key interest are the physical properties of each type of solids that can be exploited for completion or separation. These properties include particle size (distribution), shape, density, and concentration. Inorganic particulates that are produced at sufficient size and concentration to require exclusion or separation treatment are generally termed produced solids. This material can be broadly classified into two categories: indigenous (natural) and foreign (artificial) materials.
Natural Solids
Natural solids arise from the reservoir minerals. Broadly, these are sand and silt, a terminology based on size and not chemical nature (see ISO 14688 and ASTM D2487 standards). For the majority of sand, the average specific gravity (SG) is 2.65; the SG of silt varies from 1.8 to 3.0 SG. Although the average particle size varies from well to well, even within the same formation, sand particles typically range from 50 to 150 µm. Silt has smaller particle sizes and is usually present in lower concentration. It contains clay, which has a very fine particle size (<10 µm), making gravity or enhanced gravity separation difficult. Typically, clay particles will flow through the production system in the oil phase to report in the basic sediment and water (BS&W) analysis.
Predicting the rate of natural solids production is difficult because of changing well conditions and the challenges of obtaining in-situ data from the reservoir. Sand monitoring and measurement devices are available for detecting catastrophic sanding events or providing online measurement of sand concentration. These instruments are necessary in the case of gravel pack failure or to predict the onset of critical sand rates with drawdown. Failure of a completion will result in a large amount of reservoir material built up in the well skin. This type of event can be catastrophic to production, leading to rapid erosion, well shut-in, lost production, or costly workover. Workover operations produce high natural solids rates; however, these are planned events that can be addressed with specific collection equipment and the effects are generally temporary.
Artificial Solids
Artificial solids are foreign materials introduced by external intervention, such as fracture sand or proppant, drill mud, cement fines, corrosion products, gravel pack material, and injection fines. Artificial solids have a higher specific gravity compared with natural solids because of their engineered properties of high strength and hardness. Fracture sand and gravel pack sand also have a significant shape factor that allows for flowability and controllable packing. The particle sizes are much larger because of their fit-for-purpose design. The concentration of artificial solids is transient. Fracture sand is normally only present for a few days after workover. Gravel pack sand is not normally present except in the case of gravel pack failure. Treatment of artificial solids can often be handled as a planned event, especially in the case of hydraulic fracturing or underbalanced drilling.
Methods for Controlling Produced Solids
Tools that are available for controlling produced solids include production limits to maintain sand inflow below the damaging threshold, downhole completions to prevent sand ingress from the reservoir face, conventional facilities for processing sand that reports to the surface, and specific separation devices to improve the robustness of facilities operations.
Production Limits. The simplest solids management method is to adopt an approach of “zero sand production” (Selfridge 2003; Tiffin 2003; Wong 2003; Palmer 2003). This method attempts to establish a maximum sand-free production rate based on drawdown criteria. Using well tests, a map of drawdown determines the regions of sand-free production. The approach requires minimal capital expenditures; however, it reduces inflow and hydrocarbon production. In addition, the sand production map is a moving target because of a constantly changing well flow profile. Sand monitoring instruments can detect changes in sand production and are used to optimize drawdown (Vaziri 2006; Balgobin 2005; Stein 2005; Musa 2005).
Completions. The most common method of sand control is to exclude sand from the wellbore using completion equipment. Mechanical retention using screens or slotted liners restrains most sand from entering the flow path along with the well fluids. The design basis is that spherical particles will not flow continuously through rectangular slots twice as wide as the diameter of the particle, as long as they flow in sufficient concentration and bridge across the opening, because of grain-to-grain contact (Penberthy 1992). Gravel packs are used with screens, and the clean, accurately sized gravel placed around the periphery allows for a larger screening area. The gravel is more erosion-resistant than the screen material. Gravel pack techniques are well studied and the primary choice for sand control (King 2003; Price-Smith 2003; Williams 2006).
Chemical sand control techniques are available to cement the formation sand grains together for a radius of several feet from the wellbore. Plastic consolidation forms a bond between the existing formation particles creating a filter barrier to sand inflow (Penberthy 1992). This method requires multiple steps to install, such as acid clean, preflush, and injection of the resin and catalyst.
Many combinations or offshoots of the above techniques can be used for effective sand control. Expandable and multipath screens offer greater flexibility and throughput compared with conventional screen liners (Williams 2006; Iversen 2006). Precoated gravel can be injected to confirm good placement of the consolidating resin. Frac pack incorporates the benefits of hydraulic fracture stimulation with gravel packing. All of these techniques are exclusion methods because they seek to restrain the reservoir material from entering the wellbore.
Surface Facilities: Conventional Design. Although conventional surface facility design handles low-rate sand production, maintenance intervention is still required. Equipment used includes erosion-resistant chokes, impact tees, profile instrumentation, and sand jet devices for separating vessels. These techniques have grown sturdy with improved materials and fluid flow design; however, they still require manual intervention even with steady-state low sand concentrations. Transient solids production, such as occurs with frac flowback, gravel pack failure, and water breakthrough, requires immediate crew intervention to prevent shutdown. A conservative operations approach to handling spikes in solids concentration often requires a reduction of production rates.
Solids cause multiple problems in gravity-based production separators. Large solids (>50 µm) settle in separating vessels, reducing throughput and residence time. Periodic shutdown for manual solids removal is required to restore production rate. Settled solids form a layer on which sulfate-reducing bacteria grow, which can enhance corrosion rates. Small solids (10–30 µm) may report to the oil/water interface where they stabilize emulsions, further reducing separator efficiency (Schramm 1992). Large solids that travel through the separator report to the water treating system, in which they fill up flotation cells, erode deoiling hydrocyclones, increase oil-in-water content, and plug injection wells.
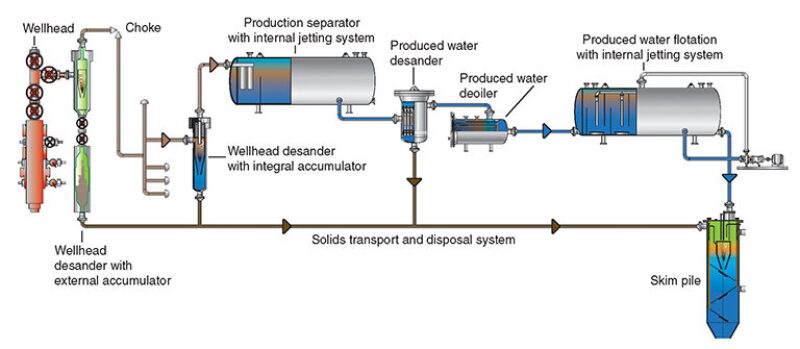
Surface Facilities: Solids Separation Design. Solids removal prior to the choke, as shown in Fig. 1, protects downstream equipment, including the choke orifice, flowlines, separators, heat exchangers, control valves, and produced water treating equipment. Solids upstream of the choke are at the highest temperature of the facility and uncontaminated from most production chemicals, thus are the easiest to clean once separated.
The wellhead desander is a cyclonic device designed to separate solids from multiphase fluids upstream of the choke. In regards to cyclonic technology, solids are most easily separated from a multiphase stream because of the low continuous mixed-phase viscosity and density. The wellhead desander consumes some of the pressure normally taken across the choke, thus lessening the erosion burden while converting that pressure to useable separation energy. If the wellhead location prohibits solids removal upstream of the choke, then a multiphase desander can be installed before the production separators. The lower pressure at this location permits a lower vessel pressure rating, however, it increases the actual gas flow rate, which increases the equipment size.
Solids reporting to the production separator can be removed, but it loses the advantage of choke and flowline protection. Fine solids (<10–30 µm) either flow through to the oil phase (forming BS&W) or report to the oil/water interface stabilizing the emulsion/rag layer. Large solids (>100 µm) settle immediately in the production separator (Fig. 1) and are removed by maintenance cleanout or with jetting equipment. Medium solids (25–100 µm) flow through in the water phase to the produced water treating system in which they are best removed using a produced water desander located on the outlet piping (Fig. 1) and upstream of the level control valve. The level control value (not shown) is located between the produced water deoiler and the produced water flotation system (Fig.1).
Low-pressure processes for solids removal are used at the end of the produced water treatment system at near atmospheric conditions. Equipment options include corrugated plate interceptors (CPI), nut shell filters (NSF), and cartridge filters (CF). These devices have larger footprints and are heavier weights than cyclonic technologies and are primarily used onshore. CPI devices provide coarse (>25 µm) solids removal at very low operating pressure. NSF and CF are mostly used in water injection systems to remove solids down to 2–5 µm in diameter (Rawlins 2010).
Facilities Sand Management Methodology
Surface facility sand management requires more than installing a separation device. The separated solids may require central collection, cleaning, measurement, storage, and transportation to a landfill site, overboard discharge, or injection disposal. Surface facilities sand handling can be divided into five unit areas: separation, collection, cleaning, dewatering, and transportation (Rawlins 2000).
- Separation. The process of diverting the solids and fluid in a multiphase stream toward different locations. Solids are separated from well fluids using gravity vessels, hydrocyclones, sand traps, or filters.
- Collection. After separation, solids are collected into a central location and physically isolated from the production process. A central location minimizes the pressure letdown points involving sand. Collection can be accomplished with a simple device, such as a desander accumulator vessel or a dedicated sump tank.
- Cleaning. In some locations, sand may require the cleaning of adsorbed hydrocarbons subsequent to disposal. Dedicated sand cleaning systems are available as modular add-on packages or integrated into the separation system (Hess 1997).
- Dewatering. The total volume of sand slurry transported to disposal can be greatly reduced by dewatering. This step involves removing liquids from the collected solids slurry using filter bags or bins. The final product should have less than 10 vol% liquid.
- Transportation. The removal, hauling, and disposal of the solids depends on the location (land-based or offshore) and disposal requirements (injection well, overboard discharge, or landfill). The cleaned solids may be mixed with water and disposed overboard (Arfie 2005).
Surface facility sand management designs for both onshore and offshore fields have been documented increasingly in the past 10 years as measures are taken to increase equipment robustness and minimize downtime (Hadfield 1996 and 1997; Kaura 2001; Wohlfart 2006).
Wellhead Desander
The wellhead desander was developed to allow cyclonic technology operation in multiphase flow. Starting in the 1960s, standard desanding (solid/liquid) hydrocyclones were used for sand removal from produced water, but their operability in mixed gas/liquid streams was unknown. In 1995, the first wellhead desanding hydrocyclone was tested at the Wytch Farm production facility (Hadfield 1996 and 1997), which was operated by BP at the time. The field trial concluded a joint industry project to develop the process and mechanical knowledge for a multiphase hydrocyclone allowing solids removal at the wellhead.
The first wellhead desanders were used for well cleanup (Hadfield 1996; Kaura 2001). Operating at wellhead conditions, these units were built to 10,000 psi rating and operated at 15,000 B/D of condensate with 105 MMscf/D of gas. Handling up to 1 lbm/bbl of solids, the units separated from 95% to 98% of the solids down to 15 µm.
Multiphase desanders have now been installed at more than 100 surface facilities, both onshore and offshore, with design ratings from ANSI Class 150 (American Society of Mechanical Engineers 2013) to API 6A 15K (American Petroleum Institute 2010). Installations have been made both upstream and downstream of the wellhead choke, in heavy oil, high-pressure/high-temperature, gas/condensate, and gas-only applications. Wellhead desanders are used as a service tool in well testing and cleanup, or permanently installed for produced fluids treatment.
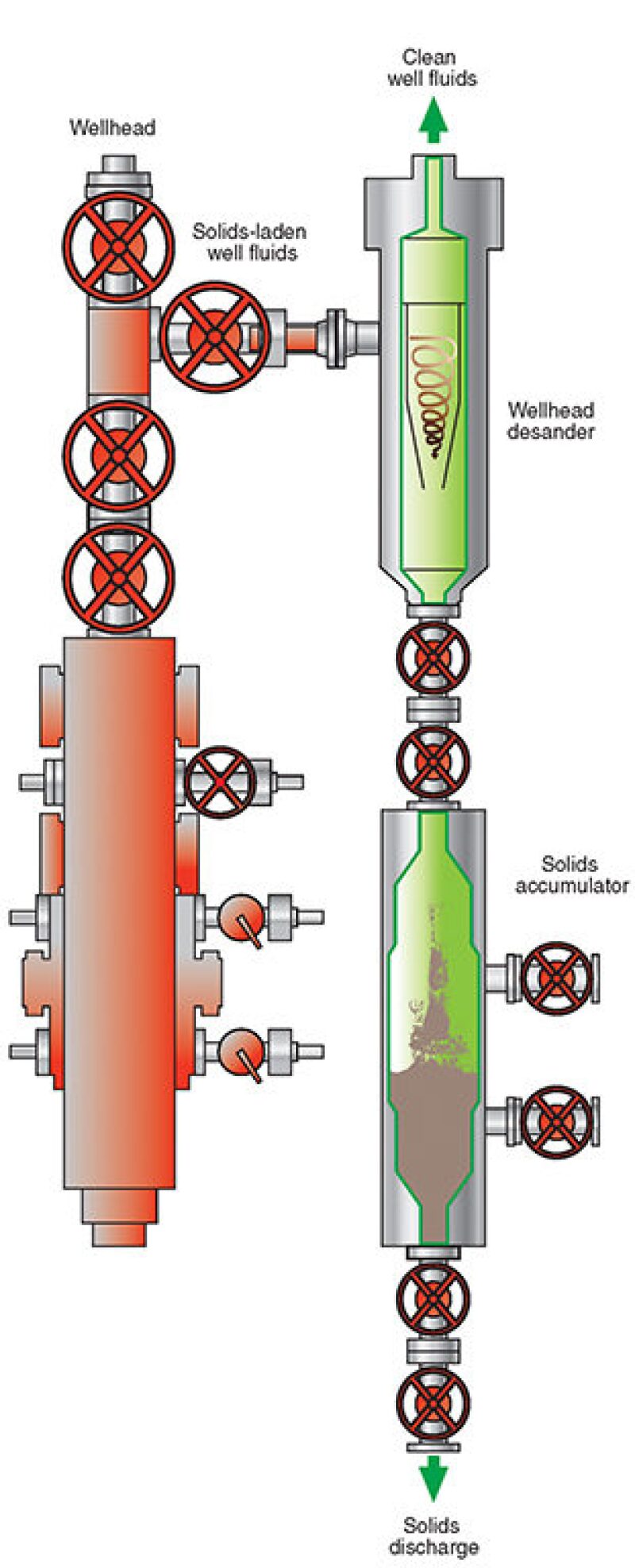
Multiphase desanders operate based on a combination of hydraulic and pneumatic cyclonic principles (Rawlins 2002). As with cyclonic devices, pressure energy is converted to radial and tangential acceleration to impart centrifugal forces on the contained fluids. The increased forces accelerate the separation of phases with different densities. In the case of a multiphase desander, solids are separated from the gas/liquid mixture. The forces imparted are up to 5,000 times greater than gravity, leading to a rapid separation of solids from fluids and also rendering the cyclone unaffected by external motion or orientation. The separated solids collect into an accumulator chamber (external or integral) for periodic isolation and batch discharge while the well fluids maintain a continuous flow (Fig. 2). Cyclonic technology has the highest throughput-to-size ratio of any type of static separation equipment, resulting in minimal installed footprint and weight (Rawlins 2003).
Case Studies
As most producing fields rely on an exclusionary approach to sand management, retrofit of sand separation equipment into existing facilities is a common method of treating unplanned sand production. The retrofit design is an economic decision that balances sand production issues with space, weight, and process constraints. The following case studies show wellhead desanding equipment fit into existing facilities located onshore, in shallow water, and in deep water.
Onshore Gas Field. An Indonesian operator closed 30 onshore gas wells because of produced sand. The sand morphology and piping velocities lead to erosive failure in several of the surface flowlines, thus the high sand producing wells were shut in to minimize damage. A portable skid, shown in Fig. 3, with an ASME 900# rated wellhead desander was used to service the shut-in wells during a 6-month period in 1997. Each well was pulled at high rate from 3 to 5 days to unload the wellbore sand. Once the sand rate dropped to a steady-state low level, the wells were brought back online. The wells varied in gas flow rate from 5 to 45 MMscf/D with only a small amount of liquids. The solids loading ranged from 100 to 500 ppm with an average particle size of 120 µm. The wellhead desander operated at 40 psi pressure drop with more than 99% solids removal efficiency. The accumulated sand was collected for onshore landfill disposal as shown in Fig. 3, and all of the wells were restored to production.

Shallow Water Fixed Platform. A Caspian Sea operator experienced a gravel pack failure on a platform oil well. The onset of sand production reduced oil rates because of filling of the production separator and valve erosion. An ASME 900# rated wellhead desander, shown in Fig. 4, was mobilized to the platform as a stopgap while a completion rework was scheduled. The unit was connected to the well manifold downstream of the choke, with the clean fluids discharging to the test separator. Separated sand was collected into a tote and shipped to shore for landfill disposal.

The operating pressure drop across the wellhead desander was 5 psi. Because of low oil density and high gas void fraction, the separation size was 23 μm. As the wells were unloaded of sand, a 200 BOPD increase in oil production was realized. Ongoing operation of the well showed a continuous steady removal of sand, and the wellhead desander was installed as the permanent solution for produced sand.
Deepwater Floating Facility. A deepwater facility in the South China Sea experienced severe sand production in multiple wells upon failure of the expandable screen completions. Sand influx reduced choke life, filled separator vessels, and severely eroded control valves. The initial response was to limit production rates, with the long-term plan to rework each well. The rework requires 3 years to complete, therefore, an intermediate approach was put in place to install wellhead desanders on five of the worst sand producing wells. These units are designed to match the required maximum allowable working pressure of 3,000 psi wellhead rating and installed after the flexible jumper, before the choke. Each unit was integrated into the well bay. Eventually, 10 wellhead desanders were installed, making this the largest offshore cyclonic sand handling system in the world.
The wellhead desanders are designed with interchangeable inserts to accommodate flow changes. Each desander has a large accumulator designed to handle 24 hours of sand production. The separated sand is discharged twice per day into a common slurry header and the collected slurry reports to a central dewatering and bagging station (Fig. 5), which uses desilting cyclones and filter bags for free water removal.
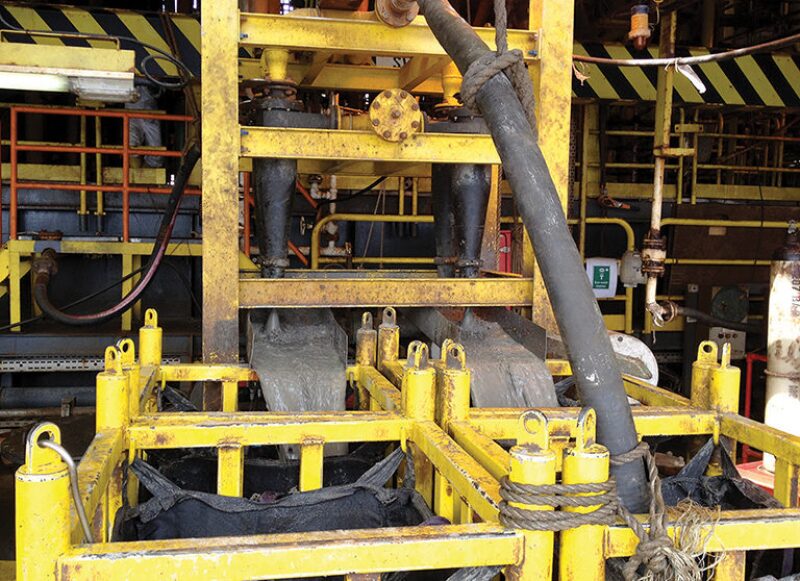
The filter bags also serve to carry the sand to a transport skip shown in Fig. 6. The final sand will be disposed to an onshore landfill.

The wellhead desanders treat from 3,300 to 6,700 BLPD and from 1.5 to 12.0 MMscf/D of gas flow. The wellhead desanders operate at 30 to 50 psi pressure drop with a separation size of <25 μm. The solids handling system treats from 1 to 2 tons per day of sand and a cleaning system is being added to allow overboard discharge of solids through an integrated system. This solids management system has allowed an increase in well flow suitable to recover from 5,000 to 7,000 BOPD and associated gas to the facility.
Conclusions
All oil and gas wells produce solids. When the solids rate or particle size leads to lost production, a control method is required to restore hydrocarbon flow to an economically sustainable level.
Traditionally sand control equipment focuses on preventing solids from entering the wellbore and is termed exclusionary. Exclusion methods include mechanical retention (screen or slotted liner), gravel packs, chemical consolidation, or a combination of these techniques (Penberthy 1992). The selection of the best method depends on the well and reservoir conditions, intervention costs, production life, and the treatment that will provide the maximum sustained productivity.
An alternative to keeping solids in the formation is to produce solids with the well fluids and then separate them at the surface facility. This technique is termed inclusionary because the solids freely flow with the oil and gas for removal at the choke or production facilities. A multiphase desander separates the solids from the well fluids at the choke or prior to the separator vessels.
Several operators have embraced a wider view of solids control by including surface sand handling as part of their portfolio. Programs, such as BP’s “Beyond Sand Control,” look at where and how to best manage sand from the reservoir face to ultimate disposal of sand at the surface (Morgan 2006).
The motivation for choosing an exclusion or inclusion method is sustained production. Downhole sand exclusion protects production tubulars and surface equipment, but the buildup of solids near the wellbore may reduce inflow. Allowing sand to coproduce with well fluids may prevent skin restriction, and the solids are removed at the surface using a wellhead desander. Wellhead desanders and associated solids handling systems installed in several geographic regions have shown the flexibility of the technology and resulting production benefits.

For Further Reading
API Spec. 6A, Specifications for Wellhead and Christmas Tree Equipment, 20th edition. 2010. Washington, DC: American Petroleum Institute.
ASME Standard B16.5-2013, Pipe Flanges and Flanged Fittings: NPS 1/2 through NPS 24 Metric/Inch, 2013. New York, New York: American Society of Mechanical Engineers.
Arfie, M., Marika, E., Purbodiningrat, E.S., and Woodard, H.A. 2005. Paper 96543 presented at the SPE Asia Pacific Health, Safety, and Environmental Conference and Exhibition, Kuala Lumpur, 19–20 September.
Balgobin, C.J. 2005. Sand Management of Ultra-High-Rate Gas Wells. Paper 94896 presented at the SPE Latin American and Caribbean Petroleum Engineering Conference, Rio de Janeiro, 20–23 June.
Hadfield, D. 1996. Wellhead Desanders-Cyclonic Sand Removal from Multi-Phase Wellstreams. Presented at the NIH Seminar on Offshore Separation, Kristiansand, 11–13 November.
Hadfield, D. 1997. Solving the Sand Production Problem at Source: The Wellhead Desanding Hydrocyclone. Presented at the IBC Production Separation Systems Forum, Oslo, 28–29 May.
Hess, M., Sinker, A., and Rawlins, H. 1997. Treatment of Solids at Oil Production Installations. Presented at the IBC Conference on Meeting Environmental Standards for the Offshore Industry, Aberdeen, December.
Iversen, M., Broome, J., Mohamed, O.Y., and Ratterman, E.E. 2006. Next Generation of Multipath Screens Solves Deepwater Completion Challenges. Paper 98353 presented at the SPE International Symposium and Exhibition on Formation Damage Control, Lafayette, 15–17 February.
Kaura, J.D., Macrae, A., and Mennie, D. 2001. Clean up and Well Testing Operations in High-Rate Gas-Condensate Field Result in Improved Sand Management System. Paper 68747 presented at the SPE Asia Pacific Oil and Gas Conference and Exhibition, Jakarta, 17–19 April.
King, G.E., Wildt, P.J., and O’Connell, E. 2003. Sand Control Completion Reliability and Failure Rate Comparison with a Multi-Thousand Well Database. Paper 84262 presented at the SPE Annual Technical Conference and Exhibition, Denver, 5–8 October.
Morgan, N. 2006. Saving sand dollars. Frontiers: 6 August.
Musa, L.A., Temisanren, T., Appah, W., Appah, D. 2005. Establishing Actual Quantity of Sand Using an Ultrasonic Sand Detector: The Niger Delta Experience. Paper 98820 presented at the 29th Annual SPE International Technical Conference and Exhibition, Abuja, 1–3 August.
Palmer, I., Vaziri, H., Willson, S., Moschovidis, Z., Cameron, J., and Ispas, I. 2003. Predicting and Managing Sand Production: A New Strategy. Paper 84499 presented at the SPE Annual Technical Conference and Exhibition, Denver, 5–8 October.
Penberthy, W.L. Jr., and Shaughnessy, C.M. 1992. Sand Control (SPE Series on Special Topics Volume 1). Society of Petroleum Engineers, Richardson, Texas.
Price-Smith, C., Parlar, M., Bennett, C., Gilchrist, J.M., Pitoni, E., Burton, R.C., Hodge, R.M., Troncoso, J., Ali, S.A., and Dickerson, R. 2003. Design Methodology for Selection of Horizontal Openhole Sand-Control Completions Supported by Field Case Histories. SPE Drill & Compl 18 (3): 235.
Rawlins, C.H. and Wang, I. 2000. Design and Installation of a Sand Separation and Handling System for a Gulf of Mexico Oil Production Facility. Paper 63041 presented at the SPE Annual Technical Conference and Exhibition, Dallas, 1–4 October.
Rawlins, C.H. 2002. Application of Multiphase Desander Technology to Oil and Gas Production. Paper presented at the BHR 3rd International Conference on Multiphase Technology, Banff, 3–5 June.
Rawlins, C.H. 2003. The Case for Compact Separation. J. Pet Tech 55 (5): 77–79.
Rawlins, C.H., Erickson, A.E., and Ly, C. 2010. Characterization of Deep Bed Filter Media for Oil Removal from Produced Water. Paper 10-018 presented at the SME Annual Meeting, Phoenix, 28 February–3 March.
Rawlins, C.H. 2013. Sand Management Methodologies for Sustained Facilities Operations. Paper 164645 presented at the SPE North Africa Technical Conference and Exhibition, Cairo, Egypt, 15–17 April.
Schramm, L.L. ed. 1992. Emulsions: Fundamentals and Applications in the Petroleum Industry (Advances in Chemistry Series 231). Washington, DC: American Chemical Society.
Selfridge, F., Munday, M., Kvernvold, O., and Gordon, B. 2003. Safely Improving Production Performance Through Improved Sand Management. Paper 83979 presented at Offshore Europe, Aberdeen, 2–5 September.
Stein, M.H., Chitale, A.A., Asher, G., Vaziri, H., Sun, Y., Colbert, J.R., and Gonzalez, F.A. 2005. Integrated Sand and Erosion Alarming on Na Kika, Deepwater Gulf of Mexico. Paper 95516 presented at the SPE Annual Technical Conference and Exhibition, Dallas, 9–12 October.
Tiffin, D.L., Stein, M.H., and Wang, X. 2003. Drawdown Guidelines for Sand Control Completion. Paper 84495 presented at the SPE Annual Technical Conference and Exhibition, Denver,
5–8 October.
Vaziri, H., Allam, R., Kidd, G., Bennett, C., Grose, T., Robinson, P., and Malyn, J. 2006. Sanding: A Rigorous Examination of the Interplay Between Drawdown, Depletion, Start-up Frequency and Water Cut. Paper 89895 presented at the SPE Annual Technical Conference and Exhibition, Houston, 26–29 September.
Williams, C.G., Richard, B.N., and Horner, D. 2006. A New Sizing Criterion for Conformable and Nonconformable Sand Screens Based on Uniform Pore Structures. Paper 98235 presented at the SPE International Symposium and Exhibition on Formation Damage Control, Lafayette, 15–17 February.
Wohlfart, F.J. 2006. New Approach to Sand Production in Mature Oilfields and Cost Optimization for Sand Problems. Presented at the Spring Meeting of the German Society for Petroleum and Coal Science and Technology (DGMK), Celle, 21 April.
Wong, G.K., Fair, P.S., Bland, K.F., and Sherwood, R.S. 2003. Balancing Act: Gulf of Mexico Sand Control Completions, Peak Rate Versus Risk of Sand Control Failure. Paper 84497 presented at the SPE Annual Technical Conference and Exhibition, Denver, 5–8 October.