For as long as anyone can remember, the liquid carry-over separation efficiency of 0.1 gal/MMscf has been ubiquitously specified in separator design, from production separators to compressor gas scrubbers. It is difficult to achieve in practice and is probably more difficult to measure it as well. But from where did this specification originate? This 16th Savvy Separator article provides the most likely scenario of its evolution. —Robert Chin, principal consultant and cofounder of Padden Engineering LLC and the Savvy Separator Series creator.
Introduction
Within the realm of oil and gas separation, many guidelines and approaches have been passed down through the decades. In terms of liquid mist extraction, one specification stands out as being particularly persistent. The liquid carry-over specification that no more than 0.1 gallons of liquid per million standard cubic feet of gas (commonly written as 0.1 gal/MMscf) be applied to separator designs has been accepted across the industry for as long as anyone can remember. Referenced in numerous papers and manufacturer brochures, in addition to well-known industry guidelines, this specification is expressed as a normal value of carry-over with statements such as “a typical separator specification is less than 0.1 gal/MMscf” or “a specification of maximum liquid entrainment has historically been 0.1 gal/MMscf.” [1,2,3]
However, it is not uncommon for industry designers, vendors, manufacturers, or end users of separation equipment to be puzzled about the specific origins or reasoning behind such a value. Some argue that the value is related to certain processes such as the protection of gas compressors. Yet, this carry-over specification is generically applied to virtually any vessel containing mist extraction equipment, regardless of the process environment and/or separator design. Vessels ranging from horizontal three-phase separators to vertical gas coalescers are expected to meet the same specification of liquid carry-over in the gas stream.
With such a broad range of possibilities, this begs the question: What is a typical carry-over value? The answer to this question is what one would expect in such a varied industry: It depends. What is the application? What are the requirements of any downstream equipment protected by a separator vessel? What aspects of the process environment need to be accounted for (fluid properties, flow distributions, droplet size distributions, influences of disparate separator designs, etc.)? There are definitely situations where extremely high degrees of separation are critical and a carry-over limitation of 0.1 gal/MMscf (or even less) makes sense. Many other situations and separator designs have absolutely no chance at achieving this level of separation, even separator designs generally associated with the specification.
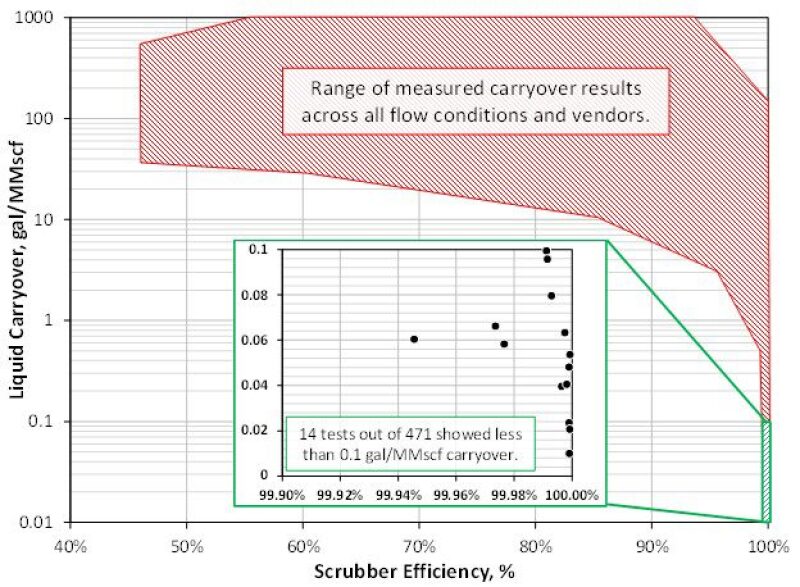
The Separation Technology Research (STAR) Joint-Industry Project conducted a series of tests on gas scrubber performance in 2015 [4,5]. A vane inlet device, mesh pad, and demisting cyclone pack were each provided by seven different industry vendors. Each trio of internals was installed and tested under the same range of field-like conditions using methane and a refined oil. Pressures up to 220 bar, flow rates up to 200 m3/hr, and inlet liquid volume fractions from 0.25% to 15% were tested. The overall separation performance range of the seven sets of internals across all flow conditions is shown in Fig. 1. As is highlighted in the figure, 14 out of 471 total test conditions resulted in a total scrubber liquid carry-over of less than 0.1 gal/MMscf. This small fraction of results can hardly be designated as normal amounts of carry-over.
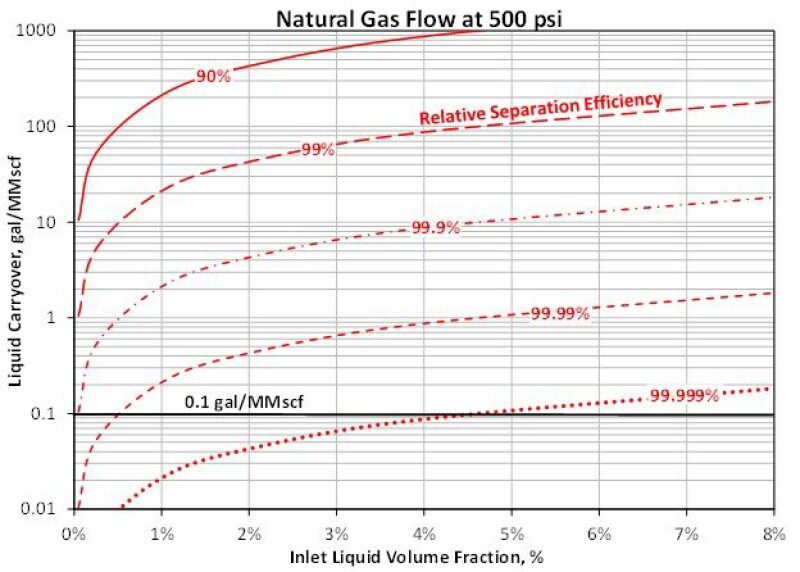
To further illustrate the degree of separation required to achieve this specification, a generic range of conditions and associated separation efficiencies are shown in Fig. 2. Even for a range of relatively low inlet volume liquid flows, a liquid/gas separator must maintain separation efficiencies on the order of 99.999% to be even close to achieving carry-over quantities of 0.1 gal/MMscf. This example also highlights the difference between efficiency, which is a relative measure of performance between inlet and outlet conditions, and the carry-over specification, which is a direct statement of the outlet liquid-to-gas fluid ratio.
While there are no recommendations for any improved values or approaches in specifying the carry-over of a liquid/gas separator presented here, the intent of this publication is to investigate the origins of the current carry-over specification. Hopefully, this will provide better context into the reasoning and evolution of the specification as it has been applied to the oil and gas industry throughout the last century.
History and Evolution
In an effort to improve the commercial delivery of dry steam, particularly for the ever-evolving steam turbines of the era, Hayden H. Tracy patented the Tracy Steam Purifier in 1915 under the Tracy Engineering Co. [6]. As described by the company’s 1915 catalogue, the Tracy Stream Purifier was the solution to providing a new standard of dry steam at the outlet of steam boilers. Up to that point, it was not uncommon for steam boilers to routinely deliver steam with moisture contents of up to 3% by mass, much to the detriment of any downstream turbine blades. As such, the Tracy Steam Purifier focused on combating the two main causes of moisture carry-over in a steam boiler: priming and foaming. Priming is the entrainment of atomized water droplets as steam emerges from a water surface, whereas foaming is the buildup of bubbles or froth on the liquid surface as a result of any impurities in the boiling water. Excessive foaming can lead to increased priming and given the associated impurities related to foaming, the entrained foreign material can begin to congest piston rings, foul turbine blades, and reduce the efficacy of lubricating oils.
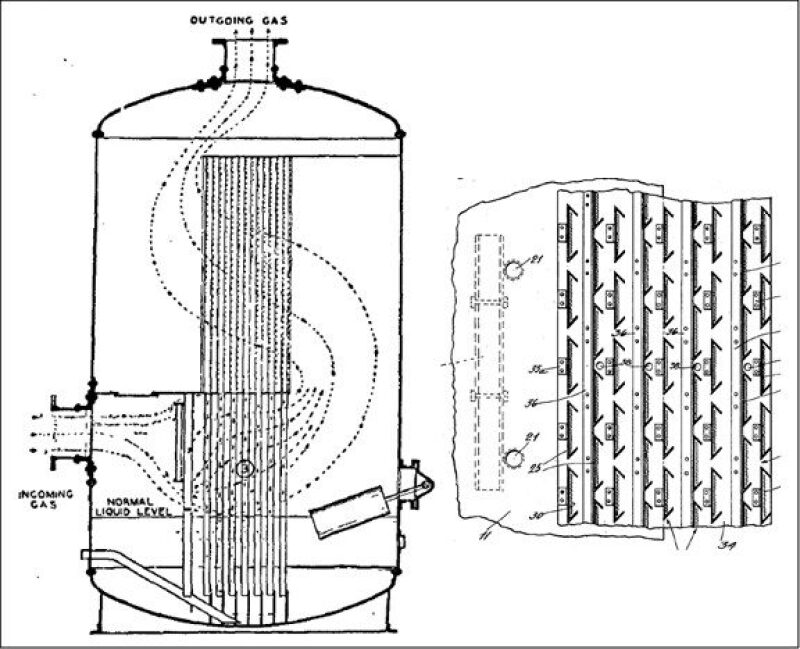
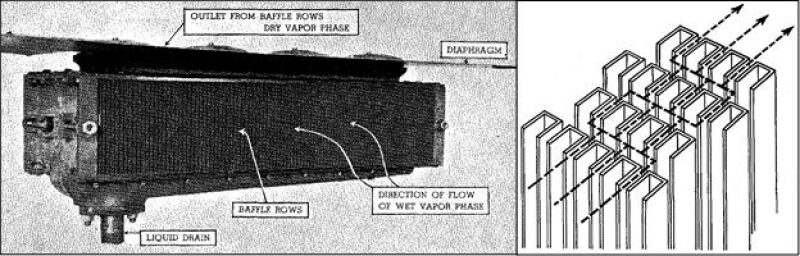
Mechanically, the design of the Tracy Steam Purifier was straightforward. Square-shaped baffles were arranged vertically in offset rows, which forced horizontal steam flow through a meandering path. As steam traversed the baffle assembly, any entrained water droplets were forced into the gutter channels of the baffles and were subsequently allowed to drain to the bottom of the assembly. Fig. 3 shows a Tracy Steam Purifier assembly as it would be installed in a boiler, as well as a cross-sectional view of the baffle arrangement. In the original 1915 catalogue, the Tracy Engineering Co. guaranteed that steam exiting the purifier would always be more than 99.8% dry and that most of the time, the steam would be 100% dry [7]. To be consistent with the definition of steam quality, the percent dryness values stated herein are in terms of a mass fraction.
The Tracy Steam Purifier quickly gained commercial traction within the steam industry. In 1920, Tracy was granted a patent for improvements to the structural housing and assembly of the purifier, making it more adaptable for custom installations, as well as transport through a vessel manway [8]. To assist with Eastern sales, the California-based Tracy partnered with the Andrews-Bradshaw Co., based in Pennsylvania, which represented several industry manufacturers in the sale of steam equipment. Through this collaboration, the Tracy Steam Purifier was installed in hundreds of boilers throughout the country and became a staple of the industry under the trade name Tracyfier. Due to the adaptability of Tracy’s design, the Tracyfier concept found its way into other industries, including oil and gas, as a reliable device for removing entrained liquids from gas flows. In 1924, the Andrew-Bradshaw Co. released a bulletin describing the Tracy Oil Vapor Purifier, which was utilized for mist extraction in fractioning towers, cracking processes, and natural gas pipelines [9]. In essence, the Tracy Oil Vapor Purifier was a modified Tracyfier with a new name and purpose, but the core design of the purifier remained the same and continued to remain unchanged for many decades.
Having already maintained a controlling interest in the Tracy Engineering Co., the Andrews‑Bradshaw Co. acquired full ownership in 1927, thus gaining full manufacturing rights and patent rights for all Tracyfier products [10]. Less than 1 year later in January 1928, the Andrews-Bradshaw Co. merged with the Blaw-Knox Co., an industrial equipment manufacturer. Likewise, all manufacturing and patent rights were then acquired by the Blaw-Knox Co. and the production of Tracyfier products was moved to the Blaw-Knox plant in Pittsburg, Pennsylvania [11].
Similar to steam technologies at the turn of the 20th century, the gas industry in the United States was, as were many other industries, evolving rapidly. Advancing transmission lines for manufactured gases, namely coal gas and carbureted water gas, as well as natural gas, were quickly expanding the industry as a widespread source of energy for the everyday citizen. New legislation for the regulation and distribution of these resources was now an important part of the conversation. The chemistry of natural gas and the applications of its various components were in the early stages of understanding and sparked the progression of natural gasoline (known as natural gas liquids today) extraction methods, such as collection by compression, refrigeration, absorption, or a combination thereof. As time marched on into the 1920s, an increasing number of natural gas sources produced gas that was already too lean for efficient condensate extraction by compression methods alone. The current absorption methods were in dire need of improvement as very little attention was given to the quality of the absorbing oils or the condition of the inlet gas [12].
Consistent with the increasing need for more efficient processes and the collective call for conservation, a young engineer named Julian A. Campbell recognized the value in removing the crude-oil mist from gas streams entering natural gasoline extraction plants. The casinghead gas traps of the day were never recognized as being very efficient and resulted in crude-oil mist gumming up compressor valves and further contaminated absorption oil, which impaired its absorptive capability, increased its viscosity, and reduced its thermal conductivity. Campbell’s solution came in the form of an early gas scrubber design that forced gas through a tortuous path of vertical baffles. Whether by coincidence or otherwise, the mist elimination component of Campbell’s design was, in many ways, very similar to the Tracyfier concept. In designing the baffles, Campbell paid great attention to the baffle shape in order to discourage any re-entrainment of captured liquid droplets. Ultimately, he decided on baffles with edges that were bent 135° back into the flow, as seen in Fig. 4, and christened the design the Mist-D-Fier [13,14,15]. Gaining industry attention in the latter 1920s, Campbell applied for patent rights in 1929; after 4 years of back and forth legalities, the patent for the Mist-D-Fier was finally granted in 1933 [16]. Campbell would go on to become a prolific inventor of various components and improvements related to the process of natural gasoline extraction.
Concurrent with newer approaches, such as those taken by Campbell, the 1920s witnessed the origins of an industry shift towards better gas treatment and conditioning. Leaning on the experience and results of British gas systems in prior years, the necessity for dehydrating manufactured gas was first presented by F.W. Sperr to the American Gas Association in 1926 [17]. Sperr described the many benefits of dehydrated gas in his paper, including reduced pipe corrosion, reduced rust, reduced meter corrosion, and fewer frozen pipes in the winter. The concept of dehydrating gas for better transmission may seem trivial now, but convincing general industry leaders in the late 1920s to change their approach, in addition to installing more equipment, was no small feat. The increased availability of natural gas, not to mention the demand for its higher heating value, created new problems for transmission lines as well. After decades of transporting moisture-laden manufactured gas, pipelines were repurposed for the transmission of natural gas. The much drier natural gas proceeded to dry out years of corrosion, rust, scaling, and naphthalene deposits in the pipelines resulting in excessive amounts of entrained solid particulates, which inflicted turmoil for any downstream equipment. The natural gas also dried out the leathers of meters and the jute joints between pipe connections increasing maintenance requirements and the severity of gas leaks. As a result of these issues, gas conditioning was defined as the dehydration of manufactured gas in addition to the resaturation of natural gas (a process known as oil fogging) for the purpose of more efficient and reliable transmission.
The developing contrast of previous attitudes to newer industry approaches was well summarized in a 1930 discussion on gas conditioning. “In the past, the damage and interruptions to service resulting from water in the gas and, to a lesser extent, naphthalene have been regarded as inherent to the problem of gas distribution. Drip pumping was a practice so hallowed by age and custom that no one questioned its necessity. Freeze-ups were an accepted part of the routine during the colder weather, and stoppages due to rust were expected" [18].
No longer was it good enough to extract gas from the ground and push it to the nearest town by any means necessary. The concept of delivering not only a commodity but also a service to the energy needs of the community was taking hold. Competition from alternative fuels and the increasing popularity of automatic gas appliances necessitated the uninterrupted service of higher-purity gas for consumers. The ever-evolving uses for and byproducts of natural gas demanded more efficient extraction methods and dependable distribution networks. Arguably lying at the heart of many industry improvements was proper separation, or more specifically in the gas domain, the art of fine mist extraction. Whether it was preventing glycol carry-over at the top of a dehydration tower, reducing contamination of absorption oils, or removing entrained scrubbing oil in a liquid-type gas scrubber, both the Tracyfier and the Mist-D-Fier were adapted for a variety of situations and would go on to dominate the field of fine mist extraction throughout the 1930s and 1940s. History, however, oftentimes has a way of choosing those men and women, as well as devices that sustain lasting impacts on society. At his namesake gas conditioning conference in 1962, Laurance Reid would go on to claim that the steam Tracyfier represented the introduction of vane mist extractors to the gas industry in the 1930s [19].
In 1938, a Blaw-Knox engineer by the name of George Kirkpatrick published a paper titled Liquid Entrainment Separators [20]. In that paper, Kirkpatrick discussed the various factors concerning the mechanical separation of liquid droplets from gas-dominated flow while emphasizing two Blaw-Knox mist extraction designs: a centrifugal type (later known as the Swirlhead) and a contact surface type (the Tracyfier). Fig. 5 depicts the Tracyfier as seen in Kirkpatrick’s 1938 paper. In discussing the severe requirements often imposed on Tracyfier installations, Kirkpatrick declared that “on a natural gas dehydration tower where the gas was thoroughly washed with a calcium chloride-glycerol dehydrating solution, it was required that the exit gas contain not over 0.05 gallon (0.603 pound) of solution per million cubic feet (49,000 pounds) of gas.” Kirkpatrick went on to say, “in 72 days of operation the total loss of solution from the plant amounted to 0.015 gallon or 0.181 pound per million cubic feet of gas passed.” Regardless of the accuracy of such a value for the time, the critical statement resides in the final sentence of Kirkpatrick’s paragraph: “The guarantee amounted to 99.998 per cent dry.” Such a specific statement immediately warrants an investigation into the rationale of its claim.
At this period in the late 1930s, the Tracyfier had already experienced great success for over 2 decades within the steam industry as guaranteeing nearly perfect dry steam at the outlet of steam boilers throughout the United States. Steam quality, or the percent dryness of saturated steam, in the 19th century and early decades of the 20th century was primarily measured via calorimeters. The most common type of calorimeter was the throttling calorimeter, which depended on a constant enthalpy expansion of wet steam passing through an orifice. This method, however, was sensitive to temperature errors and could not be used to measure very-wet steams. One alternative method was the so-called separating calorimeter. Essentially a miniature separator, the device relied on the possibility of mechanically removing all of the free water from a flow of saturated wet steam. In order to quantify the effectiveness of such an approach, a series of tests were conducted in 1894 under the direction of Prof. Rolla Carpenter at Sibley College of Mechanical Engineering of Cornell University [21]. Saturated steam conditions with varying amounts of moisture ranging from 1 to 33% were flowed through a separating calorimeter where the moisture was removed and the dryness of the exhaust steam was measured via a secondary throttling calorimeter. Over the course of 98 observations across all inlet moisture conditions, the average outlet quality, as measured by the throttling calorimeter, was 99.998% dry. Carpenter claimed this value to be well within the reasonable limits of observable error for the experiment as well as accounting for minor losses of heat between the two instruments.
Fast forward 3 decades to a 1930 edition of Experimental Mechanical Engineering where, in discussing the separating calorimeter, those exact series of tests conducted by Carpenter were referenced. The text states, “The average of 98 such determinations was 99.998 per cent dry steam, which indicates that a well-designed separator will completely remove all moisture and leave only dry saturated steam” [22]. Since a nominal definition of performance cannot exceed the standard by which that performance is measured, it is logical that the next best target would be to guarantee an equality of the standard. In other words, in order for the Tracyfier to place a nominal value on its guarantee of perfect dry steam, the highest appropriate value would have been 99.998%, which was the quantified performance of the standard in steam separation at that time.
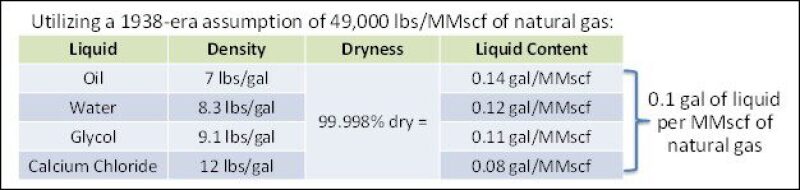
With this guarantee in mind, for a range of saturated steam from ambient pressure to nearly 1,700 psia, 0.1 gallons of water per million cubic feet of vapor equals 99.998% quality when rounded to three decimal places. Furthermore, bearing in mind Kirkpatrick’s gas density assumption of 49,000 pounds per million cubic feet of natural gas, a value of 99.998% dryness equates to 0.1 gallons of liquid, when rounded to one decimal place, for a range of common industry liquids, as shown in Fig. 6. It suffices to say that for a broad range of assumptions, a dryness of 99.998% equates to 0.1 gallons of liquid per million cubic feet of gas. Note that a claim of achieving 99.998% dryness is not the same as saying a device is 99.998% efficient. In this instance, efficiency is a relative term of performance comparing outlet to inlet flow quantities, whereas the dryness is a direct statement of the outlet fluid ratios. As the 1930s gave way to the 1940s, this guarantee became more prevalent in literature as a promise of performance within the gas industry.
In the 1940s and 1950s, the Blaw-Knox Gas Cleaner was a well-known liquid-type gas scrubber for removing fine particulates from production gas streams. These particulates comprised solids and liquids entrained in the flow exiting a processing plant, entering a city gate, or entering the distribution system. As a consequence of previously mentioned distribution issues, common solids included products of corrosion, rust, and scaling plus other deposits such as oxidized tar or naphthalene. Common liquid contaminants included entrained tar, light oils, and liquid-phase gums. Being a liquid-type scrubber, the gas cleaner forced inlet gas flow through a bath of scrubbing oil where the gas and any entrained contaminants were thoroughly contacted with the oil. As a result of this washing action, much of the scrubbing oil would be entrained in the flow. The final step would then rely on an efficient mist extraction device to separate the newly entrained scrubbing oil (and any contaminants) from the gas stream. A short paper presented by R.H. Hazlett, a sales manager for Blaw-Knox, discussed the gas cleaner in 1940, including the two options for mist extraction, the Swirlhead and the Tracyfier. In explaining the latter, Hazlett stated “it is not uncommon with this type to deliver a gas which is 99.998 per cent dry" [23]. No such guarantee was stated for the Swirlhead. Fourteen years later in 1954, being ever the salesperson, Hazlett would go on to claim “by means of a new agglomerating device […] oil losses have been cut to less than 0.05 gallons per million cubic feet of gas" [24]. It is interesting to note that sometime in the 1940s, the preferred method of stating the guarantee transitioned from a percent dryness to units of gallons per million cubic feet of gas. It is quite possible that the Second World War, which pushed the oil and gas industry into new extremes of efficiency, conservation, and utmost reliability, played a part in this transition. In terms of an immediate economic benefit from efficient mist extraction, it can be hypothesized that describing a unit of gallons, rather than a percent dryness, when discussing potential savings to a plant manager would have been much more effective at a time when reducing expenditures was vital.
In 1954, Otto York published a paper discussing the many benefits and applications for his increasingly popular wire-mesh demisters. Although the applications for the demisters varied, York states, “In the separation of hydrocarbon liquids from natural gas, wire-mesh demisters are designed and fabricated to meet a guarantee that not more than 0.1 gal. of liquid will remain per million cubic feet of effluent gas" [25]. This is perhaps one of the first instances of a mist extraction performance claim that adjusts itself to a pre-existing industry guideline. Similarly, John M. Campbell wrote a paper in 1955 examining the means by which liquid-type gas scrubbers (much like the Blaw-Knox Gas Cleaner) clean gas streams. In terms of liquid carry-over, Campbell says “a carryover of 0.1 gal. per M.M.c.f., or less, is normal but sometimes entire charges of scrubber liquid have been lost" [26]. Campbell expresses the expected performance in terms of an accepted industry value, but does acknowledge that there were instances of reduced performance and/or total failure. Finally, in 1957, Steve Worley and Lawton Laurence published a paper on oil and gas separation where the ambiguous declaration “the widely used oilfield separator performance guarantee of a maximum liquid carryover of 0.1 gal. of liquid per MMSCF of gas” first appears [27]. In the next paragraph, the authors declared “this indicates that oil and gas separators are very efficient devices,” which is a bit like saying all internet service providers are consistent, reliable, and fast because they promise the same connection speed. In both cases, there are many factors that can go wrong and, to Worley and Laurence’s credit, the rest of their paper discusses the various factors involved in proper separation. This paper is also one of the first, readily available examples of pairing the carry-over guarantee with a droplet size threshold. From the 1960s and onward, this statement of performance can be found in numerous papers, manufacturer brochures, and industry guidelines as a normal, typical, historical, and widely used value.
As the previous examples indicate, the terminology and context associated with the guarantee of 0.1 gal/MMscf quickly progressed to broader, more general-purpose promises of separation within the oil and gas industry. It is critical to understand that the guarantee did not consider variations in separator design and/or the presence of diverse applications. This is perhaps best demonstrated by the evolution of the gas scrubber. In the 1940s and 1950s, statements of expected carry-over performance, such as those given by Hazlett and Campbell, were focused on the losses of scrubbing oil from a liquid-type gas scrubber. In other words, any losses of scrubbing oil due to carry-over consequently introduced additional liquid to the outlet gas flow. Even 0.1 gal/MMscf of carry-over resulted in a few pounds of oil per MMscf, which was often more than the estimated quantity of suspended dust that the scrubber was trying to remove in the first place. Furthermore, this definition did not take into account the performance of removing varied amounts of inlet liquid contaminants from the gas stream. In the late 1950s, the American Gas Association conducted a series of tests on gas cleaner performance (A.G.A Project NFX-12) and reported that scrubber oil carry-over was greatly affected by two factors: the rated gas flow and the oil level in the separator [28]. The report generalized that oil losses were minimized by lowering the oil level in the scrubber without hindering the overall efficiency of removing solid particulates. A gross misunderstanding of this statement led to many liquid-type gas scrubbers being run dry in the field in order to eliminate the occurrence of oil carry-over. Over time, however, without any oil to wet and wash the solid particulates from the gas stream, the solids would coat the interior of the scrubber, which greatly reduced the effectiveness of the design. Many users of those devices considered this to be the lesser of two evils, and the scrubbers continued to be used absent of any scrubbing oil. By today’s definition, liquid-type gas scrubbers are less common and a typical gas scrubber is commonly associated with vertical vessels that contain various internals for removing entrained liquid contaminants from gas-dominated flows. By this definition, the guarantee of performance is directly related to the scrubber’s ability to remove inlet liquid contaminants from the gas flow. This example demonstrates that despite the widely disparate definitions of gas scrubber design, implementation, and application for at least the past 6 decades, the general-purpose carry-over guarantee has remained the same and continues to be used to this day.
Closing Thoughts
The historical progression presented in this paper indicates that the carry-over specification of 0.1 gal/MMscf was founded as a consequence of the intersection between two industries with common issues. The steam Tracyfier, originally used to ensure the delivery of dry steam at the outlet of steam boilers, was adopted by the gas industry to address similar issues of liquid mist contamination. Within the gas industry, demands for more efficient processes and conservative efforts throughout the first half of the 20th century provided many distinct opportunities for the innovative application of devices such as the Tracyfier and the Mist D-Fier. The marketing efforts of the Andrews-Bradshaw Co. in the 1920s, followed by the Blaw-Knox Co., for many decades ensured that the Tracyfier had a lasting impact in both the steam industry and many different facets of the gas industry. Subsequently, the performance guarantee associated with the Tracyfier became a staple of the industry and was considered to be a standard expectation of carry-over as early as the 1950s. Despite the diversity of applications and design implementations of emerging equipment technologies and improved processes, the guarantee remained unchanged. As time went on, the scope of the carry-over guarantee enveloped all types of mist elimination equipment throughout the gas industry and is still presented as the typical value today.
As stated previously, the actual value of 0.1 gal/MMscf is not necessarily an unachievable result given the correct scope of application and process environment. In fact, there are many processes today that do rely on stringent requirements such as this to function properly. However, assuming that any mist extraction equipment installed across all facets of the oil and gas industry is guaranteed to achieve this level of separation is a far cry from the relatively constrained scope of achieving dry saturated steam from a steam boiler. This is further underlined by recognizing the vast range of conditions and fluid properties encountered in the oil and gas industry. Saturated steam and water droplets represent one very small subset of key parameters such as fluid density, surface tension, and droplet size distribution that can all have significant impacts on separation performance.
In an effort to promote further discussion and an open environment for progression, readers are encouraged to post any questions, comments, or personal experience they may have to the SPE Separations Technology Technical Section (STTS) discussion board. Industry professionals in separation technologies from all over the world are represented by the STTS community and are focused on promoting the awareness of topics such as separation guidelines with the goal of improving industry information and methodologies.
References
[1] American Petroleum Institute. 2009. Specification for Oil and Gas Separators. API Specification 12J. Washington, D.C.
[2] Norsk Sokkels Konkuranseposisjon. 2001. Process Systems, NORSOK Standard P-100. Norway Technology Centre, Oslo, Norway.
[3] Gas Processors Suppliers Association. 2014. GPSA Handbook, Separation Equipment, Chapter 7. Tulsa, Oklahoma.
[4] Green, S. and Grave, E. 2016. Gas/Liquid Scrubber Performance Testing at Field-Like Conditions. Presented at the 2016 AIChE Spring Meeting and 12th Global Congress on Process Safety. Houston.
[5] Nelson, S. 2018. Context for the 0.1 gal/MMscf Carry-Over Specification. Presented at the 2018 SPE Annual Technical Conference and Exhibition. Dallas, Texas.
[6] Tracy, H. H. 1915. Steam-Separator. US Patent No. 1124556. San Francisco, California: US Patent Office.
[7] The Tracy Engineering Co. 1915. The Tracy Steam Purifier for Insuring Dry and Clean Steam Before It Leaves the Boiler. Catalogue No. 10: pp. 3–20.
[8] Tracy, H.H. 1920. Steam-Separator. US Patent No. 1336870. San Francisco, California: US Patent Office.
[9] Tracy Oil Vapor Purifier. 1924. Petroleum Age, 14: p. 74.
[10] Tracyfiers are now made in Pittsburgh. (1927). Gas Age-Record, 60: p. 237.
[11] Andrews-Bradshaw Merges With Blaw-Knox. (1928). Hydrocarbon Processing & Petroleum Refiner, 7: p. 108.
[12] Burrell, G.A. (1934). Twenty-Five Years of Natural and Refinery Gases. Industrial and Engineering Chemistry, 26(2), pp. 143–150.
[13] New Type Gas Scrubber Is Installed at Santa Fe Spring’s Gasoline Plant. 1929. National Petroleum News, 21: pp. 66–68.
[14] Campbell, J.A. 1930. The Problem of Mist Elimination. Western Gas, 6: pp. 45–46.
[15] Campbell, J.A. 1950. Extraction of Dust and Mist. The Petroleum Engineer, 22: pp. C17–C27.
[16] Campbell, J.A. 1933. Separator. US Patent No. 1926262. Long Beach, California: US Patent Office.
[17] Sperr, F.W. (1926). Dehydration of Manufactured Gas. A.G.A. Proceedings—Technical Section, pp. 1250–1269.
[18] Garrison, C.W. and Shively, W.L. 1930. Gas Conditioning. A.G.A. Proceedings—Technical Section, pp. 1630–1644.
[19] Reid, L.S. 1962. Fundamentals of Gas Cleaning. Laurance Reid Gas Conditioning Conference Proceedings.
[20] Kirkpatrick, G.M. 1938. Liquid Entrainment Separators. Industrial and Engineering Chemistry, 30(11): p. 1207.
[21] Carpenter, R.C. 1896. New Form of Steam Calorimeter. A.S.M.E Transactions—Volume XVII, pp. 608–614.
[22] Diederichs, H. and Andrae, W. 1930. Experimental Mechanical Engineering, for Engineers and for Students in Engineering Laboratories. New York, J. Wiley & Sons Inc.; London, Chapman & Hall Ltd.
[23] Hazlett, R.H. 1940. Practical Equipment for Gas Conditioning. A.G.A. Proceedings—Technical Section, pp. 725–728.
[24] Hazlett, R.H. 1954. Equipment and Processes for the Gas Industry. A.G.A. Proceedings—Operating Section, pp. 514–517.
[25] York, O.H. 1954. Performance of Wire-Mesh Demisters. Chemical Engineering Progress, 50(8): pp. 421–424.
[26] Campbell, J.M. 1955. How Liquid-Type Dust Scrubbers Clean Gas. The Oil and Gas Journal, 54(32): pp. 90–91.
[27] Worley, M.S. and Laurence L.L. 1957. Oil and Gas Separation IS a Science. Society of Petroleum Engineers. J Petrol Technol, SPE 799-G, pp. 11–6. https://doi.org/10.2118/799-G
[28] Wiederhorn, N.W. and Doyle, A.W. 1959. Gas Cleaners: A Quantitative Analysis. American Gas Journal, 186(8): pp. 33–37.
